كم من الوقت يموت الصب خذ؟ الجواب المباشر
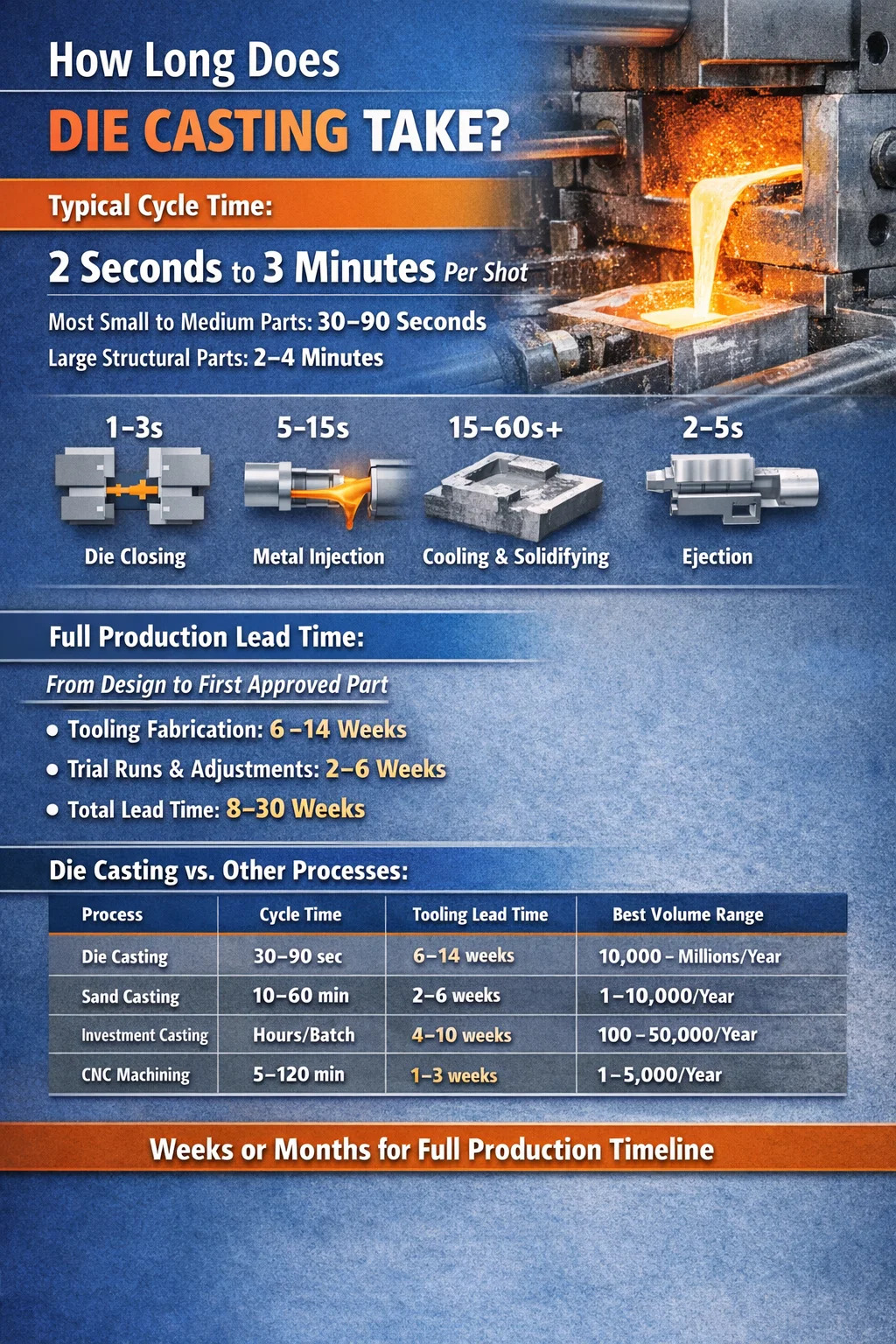
عادةً ما تستغرق دورة صب القالب الواحدة أي مكان 2 ثانية إلى 3 دقائق ، اعتمادًا على حجم الجزء ونوع السبيكة وسمك الجدار وتكوين الماكينة. بالنسبة لمعظم مكونات الألومنيوم أو الزنك الصغيرة إلى المتوسطة - النوع المستخدم في أقواس السيارات، والمساكن، والإلكترونيات الاستهلاكية - يقع وقت الدورة الواقعي بين 30 و 90 ثانية . قد تؤدي الأجزاء الهيكلية الكبيرة من المغنيسيوم أو الألومنيوم للسيارات الكهربائية إلى دفع تلك النافذة إلى 2-4 دقائق لكل لقطة.
هذا الرقم الزمني للدورة لا يحكي سوى جزء من القصة. قبل أن يخرج الجزء الجيد الأول من الخط، تتضمن عملية الصب بالقالب تصنيع الأدوات (والتي يمكن أن تستغرق من 6 إلى 14 أسبوعًا)، وإعداد الماكينة، والتسخين المسبق للقالب، واللقطات التجريبية، والتحقق من صحة الأبعاد. بدءًا من التصميم الأولي وحتى جزء الإنتاج المعتمد، يتم قياس الجدول الزمني الكامل بالأسابيع أو الأشهر، وليس بالثواني.
يساعد فهم كل من دورة اللقطة والجدول الزمني الإجمالي للإنتاج المشترين والمهندسين وفرق العمليات على وضع توقعات واقعية وتجنب أخطاء الجدولة المكلفة.
عملية الصب بالقالب: تقسيم الوقت خطوة بخطوة
تتكون كل دورة صب القالب من عدة مراحل متتالية. كل مرحلة تستهلك وقتًا، والتأخير في أي مرحلة يتدفق إلى الدورة الشاملة. إليك ما يحدث بالفعل داخل كل لقطة:
يموت إغلاق ولقط
يتم تجميع نصفي القالب - نصف القالب الثابت ونصف قالب القاذف - معًا ويتم قفلهما تحت قوة تثبيت عالية. بالنسبة لآلة الغرفة الباردة 400 طن، فإن هذه الخطوة تستغرق تقريبًا 1-3 ثواني . تقوم الآلات الأكبر حجمًا ذات تصنيفات الحمولة الأعلى بنقل كتلة أكبر وقد تتطلب من 3 إلى 5 ثوانٍ فقط لإغلاق القفل وتأكيده. تؤدي قوة التثبيت غير الكافية إلى عيوب الفلاش، لذلك لا يمكن التعجيل بهذه الخطوة بشكل تعسفي.
حقن المعادن
يتم دفع المعدن المنصهر إلى تجويف القالب تحت الضغط. في عملية الصب بالغرفة الساخنة - المستخدمة بشكل رئيسي لسبائك الزنك والرصاص والقصدير - تكون آلية الحقن مغمورة في الذوبان، لذلك يكون وقت التعبئة سريعًا للغاية: 0.01 إلى 0.5 ثانية . في عملية الصب بالغرفة الباردة - المستخدمة للألمنيوم والنحاس والمغنيسيوم - يجب أولاً غمر المعدن في غلاف منفصل، وإضافة بضع ثوانٍ قبل بدء الحقن. لا يزال يحدث ملء التجويف الفعلي في عمليات الغرفة الباردة 0.01 إلى 0.1 ثانية ، لكن مرحلة الحقن الإجمالية بما في ذلك المغرفة تكون أقرب إلى 5-15 ثانية.
التصلب والتبريد
هذه هي المرحلة الأطول في معظم دورات الصب. بعد الحقن، يجب أن يبرد المعدن بدرجة كافية ليكتسب صلابة هيكلية كافية للقذف دون تشويه. يعتمد وقت التبريد على هندسة الجزء، وسمك الجدار، وخصائص السبائك، ومدى تصميم وصيانة قنوات تبريد الماء الخاصة بالقالب.
قد تتصلب أجزاء الزنك ذات الجدران الرقيقة (جدران 1.5-2.5 مم). 3-8 ثواني . عادةً ما تحتاج الأجزاء المصنوعة من الألومنيوم بجدران 3-5 مم 15-40 ثانية . يمكن أن تتطلب مصبوبات الألومنيوم الهيكلية السميكة بأقسام 6-10 مم 60-120 ثانية أو أكثر. يعد تقليل وقت التبريد دون التسبب في المسامية أو الالتواء أحد التحديات الهندسية الأساسية في عملية صب القوالب كبيرة الحجم.
فتح القالب وإخراج الجزء
بمجرد أن يصبح الجزء صلبًا بدرجة كافية، يتم فتح القالب وتدفع دبابيس القاذف الصب خارج التجويف. عادة ما يستغرق هذا التسلسل الميكانيكي 2-5 ثواني . تسقط الأجزاء على الناقل أو في خزان التبريد. يجب معايرة قوة القذف بعناية - فهي قليلة جدًا وسيلتصق الجزء؛ الكثير من الميزات الرقيقة تنكسر أو تتشوه.
يموت التشحيم وإعادة تعيين
بعد الطرد، تقوم الروبوتات أو أنظمة الرش بتطبيق مادة تشحيم إطلاق القالب (عادةً ما تكون ذات أساس مائي) على أسطح التجويف. وهذا يمنع الالتصاق ويساعد على التحكم في درجة حرارة القالب. وقت الرش يختلف من 2 إلى 10 ثواني اعتمادًا على تعقيد القالب وعدد فوهات الرش. تضيف دورات النفخ لإزالة مواد التشحيم الزائدة 1-3 ثوانٍ أخرى. ثم يُغلق القالب وتبدأ الدورة التالية.
أوقات الدورة النموذجية حسب السبائك ونوع الجزء
تتميز السبائك المختلفة بخصائص حرارية وضغوط حقن وسلوكيات تصلب مختلفة. يوضح الجدول أدناه أوقات الدورة التمثيلية لمواد الصب الشائعة عبر فئات حجم الجزء:
| سبيكة | حجم الجزء | وقت الدورة النموذجي | نوع العملية |
|---|---|---|---|
| الزنك (زاماك) | صغير (<100 جرام) | 2-10 ثواني | غرفة ساخنة |
| الزنك (زاماك) | متوسطة (100-500 جرام) | 10-30 ثانية | غرفة ساخنة |
| الألومنيوم (ADC12 / A380) | صغير (<300 جرام) | 20-45 ثانية | الغرفة الباردة |
| الألومنيوم (ADC12 / A380) | متوسطة (300 جم - 2 كجم) | 45-90 ثانية | الغرفة الباردة |
| الألومنيوم (الهيكلي) | كبير (>2 كجم) | 90-180 ثانية | الغرفة الباردة |
| المغنيسيوم (AZ91D) | صغيرة إلى متوسطة | 15-50 ثانية | غرفة ساخنة أو باردة |
| النحاس / النحاس | صغيرة إلى متوسطة | 30-90 ثانية | الغرفة الباردة |
ينتج الزنك باستمرار أقصر فترات الدورة بسبب نقطة انصهاره المنخفضة (حوالي 380-420 درجة مئوية)، والتصلب الأسرع، والتوافق مع آلات الحجرة الساخنة التي تقضي على خطوة المغرفة. يتطلب الألومنيوم وقتًا أطول بكثير للتبريد نظرًا لكتلته الحرارية العالية ودرجة حرارة صبه (620-680 درجة مئوية). تتطلب سبائك النحاس، مع درجات حرارة صب أعلى من 900 درجة مئوية، مواد قوالب قوية وتبريدًا ممتدًا، مما يجعلها من بين الأبطأ في صب القوالب.
العوامل التي تتحكم في المدة التي تستغرقها عملية الصب بالقالب
وقت الدورة ليس رقمًا عشوائيًا يتم تعيينه من قبل الشركة المصنعة للجهاز. إنه ينتج عن متغيرات فيزيائية وعملياتية محددة يمكن للمهندسين قياسها وتصميمها والتحكم فيها إلى حد كبير. العوامل الأكثر تأثيرا هي:
سمك الجدار وهندسة الجزء
يتم قياس وقت التبريد تقريبًا مع مربع سمك الجدار. ضاعف سماكة الجدار وستزيد وقت التبريد المطلوب أربع مرات تقريبًا، وكل الأمور الأخرى متساوية. سيحتاج الجزء ذو الجدار الاسمي 3 مم الذي يبرد خلال 20 ثانية إلى 80 ثانية تقريبًا إذا أعيد تصميمه إلى 6 مم. وهذا هو السبب في أن مراجعات التصميم من أجل قابلية التصنيع (DFM) تدفع باستمرار نحو جدران موحدة ورقيقة - ليس فقط لتوفير المواد، ولكن أيضًا للحفاظ على أوقات الدورات وتكاليف كل قطعة قابلة للإدارة.
تؤثر الهندسة أيضًا على وقت التعبئة. تتطلب التجاويف المعقدة ذات المجاري الضيقة والأضلاع الرفيعة والنوى المتعددة سرعات حقن أبطأ أو المخاطرة بالمسامية الناجمة عن الاضطراب. تحتاج الأجزاء ذات الجيوب العميقة أو الأجزاء السفلية إلى إجراءات جانبية (نوى منزلقة) تضيف خطوات ميكانيكية إلى تسلسلات الفتح والإغلاق.
إدارة درجة حرارة القالب
درجة حرارة القالب لها تأثير مباشر وقوي على وقت الدورة. تتسبب القوالب التي يتم تشغيلها بشكل بارد جدًا في حدوث تصلب سابق لأوانه، وسوء التشغيل، والإغلاق البارد. تعمل القوالب التي تعمل ساخنة للغاية على إطالة وقت التبريد وتخاطر باللحام (التصاق المعدن بالقالب). عادةً ما تكون نافذة درجة حرارة القالب المثالية لصب قوالب الألومنيوم 150-250 درجة مئوية على سطح التجويف، ويتم الحفاظ عليه من خلال مجموعة من قنوات تبريد المياه الداخلية والتبريد الخارجي بالرذاذ.
تقوم وحدات التحكم في درجة حرارة القالب (DTCs) بتدوير الماء الساخن أو الزيت عبر القالب لتثبيت درجة الحرارة أثناء بدء التشغيل والحفاظ عليها أثناء الإنتاج المستدام. يمكن لدائرة التبريد المصممة جيدًا أن تقلل وقت التصلب بنسبة 20-35% مقارنة بقالب غير محسن بنفس الشكل الهندسي. تترك خطوط التبريد الموضوعة بشكل سيء - البعيدة جدًا عن الأقسام السميكة - نقاطًا ساخنة تجبر المشغلين على إطالة وقت التبريد بشكل مصطنع لتجنب الأجزاء المشوهة أو المتقرحة.
حمولة الآلة وسرعتها
تعمل الماكينات ذات الحمولة الأعلى على نقل أسطوانات أثقل وتتطلب مزيدًا من الوقت لضربات الفتح والإغلاق، حتى مع المحركات الهيدروليكية أو الكهربائية السريعة. قد تكمل الآلة التي يبلغ وزنها 160 طنًا دورة المشبك في 1.5 ثانية؛ قد تستغرق الآلة التي يبلغ وزنها 2000 طن والتي تقوم بتصنيع الأجزاء الهيكلية للسيارات من 5 إلى 8 ثوانٍ فقط للتثبيت. تحقق آلات الصب بالقالب الكهربائية (التي تعمل بمحرك مؤازر) بشكل عام حركات المشبك والحقن بشكل أسرع وأكثر تكرارًا من الآلات الهيدروليكية القديمة فقط، وغالبًا ما تقطع من 2 إلى 5 ثوانٍ لكل دورة على الأجزاء متوسطة الحجم.
عدد التجاويف
تنتج القوالب متعددة التجاويف المزيد من الأجزاء لكل طلقة دون زيادة وقت الدورة بشكل متناسب. قد يتم تشغيل قالب ذو تجويف واحد لموصل صغير من الزنك لمدة 15 ثانية لكل دورة، مما ينتج عنه 4 طلقات في الدقيقة. لا يزال القالب ذو 16 تجويفًا لنفس الجزء على نفس الجهاز يعمل بمعدل 15-20 ثانية تقريبًا لكل دورة، ولكنه ينتج الآن 16 جزءًا في كل دورة بدلاً من جزء واحد - مما يقلل بشكل فعال وقت القطعة من 15 ثانية إلى أقل من 1.5 ثانية. تتمثل المقايضة في ارتفاع تكلفة القالب (يمكن أن يكلف قالب الزنك ذو 16 تجويفًا ما بين 80.000 إلى 150.000 دولارًا أمريكيًا مقابل 15.000 إلى 30.000 دولارًا أمريكيًا للتجويف الفردي) ومراقبة الجودة الأكثر تعقيدًا.
مستوى الأتمتة
تؤدي العمليات اليدوية - حيث يقوم المشغل بغرف المعدن، وإزالة الأجزاء يدويًا، ورش القالب بمسدس محمول - إلى تباين وقت الدورة بنسبة 10-30٪. يعمل الاستخراج الآلي وأنظمة الرش الآلية ومكابس التشذيب المتكاملة على إزالة هذا التباين. في المصانع الكبيرة الحجم المؤتمتة بالكامل التي تنتج قطع غيار السيارات، يتم الاحتفاظ بالتباين من دورة إلى دورة بشكل روتيني في أقل من ثانية واحدة، مما يتيح التنبؤ الدقيق بالإنتاجية والجودة المعدنية المتسقة.
أوقات الصب بالقالب: من التصميم إلى جزء الإنتاج الأول
بالنسبة للمشترين ومديري المشاريع، غالبًا ما يكون وقت الدورة لكل لقطة أقل أهمية على الفور من إجمالي وقت التسليم من أمر الشراء إلى أول شحنة معتمدة. ينقسم هذا الجدول الزمني إلى عدة مراحل متميزة:
تصميم الأدوات والتصنيع
قوالب الصب هي أدوات معقدة ودقيقة مصنوعة من الفولاذ H13 لأدوات العمل الساخنة أو ما يعادلها من الدرجات. عادةً ما تستغرق أداة صب قوالب الألومنيوم متوسطة التعقيد - تجويف واحد، وهندسة معتدلة، ولا توجد إجراءات جانبية 6-10 أسابيع لتصنيع من التصميم المعتمد. قد يتطلب الأمر إجراءات جانبية متعددة، أو تبريد داخلي معقد، أو تفاوتات ضيقة في الأبعاد 10-16 أسبوع . تتراوح تكلفة الأدوات من حوالي 15000 دولار أمريكي لقالب الزنك البسيط إلى أكثر من 300000 دولار أمريكي لقالب ألومنيوم هيكلي كبير مزود بأنظمة تفريغ ونوى متعددة.
غالبًا ما يقتبس الموردون في الصين وجنوب شرق آسيا مدة تتراوح من 4 إلى 6 أسابيع لاستخدام الأدوات، ولكن هذا في كثير من الأحيان يستبعد دورات مراجعة التصميم وقد يتضمن جداول زمنية مضغوطة تزيد من عدد اللقطات التجريبية وتؤخر الموافقة على الأجزاء.
اللقطات التجريبية والتأهيل الجزئي
بعد تثبيت القالب على الجهاز، تبدأ العملية بلقطات T1 (التجربة الأولى). تُستخدم هذه اللقطات الأولية لتحديد معلمات العملية الأساسية - سرعة الحقن، وضغط التعبئة، ودرجة حرارة القالب، ووقت التبريد. من النادر جدًا أن يقوم القالب بإنتاج أجزاء مطابقة في اليوم الأول من التجارب. ميزانية معظم البرامج 2-4 جولات من التجارب أكثر من 2-6 أسابيع لضبط العملية ومعالجة انحرافات الأبعاد وحل العيوب السطحية.
تتطلب المسبوكات بالقالب من فئة السيارات PPAP (عملية الموافقة على جزء الإنتاج) أو وثائق مماثلة، بما في ذلك تقارير الأبعاد وشهادات المواد ودراسات قدرة العملية (Cpk ≥ 1.67 على الميزات المهمة). يمكن أن تضيف مرحلة التوثيق هذه 2-4 أسابيع أخرى بعد اجتياز الأجزاء لفحص الأبعاد.
ملخص إجمالي المهلة الزمنية
- جزء بسيط، لا توجد إجراءات جانبية، غير السيارات: 8-14 أسبوع من طلب الأدوات إلى أول شحنة معتمدة
- صب قوالب السيارات متوسطة التعقيد: 14-22 أسبوعًا
- جزء هيكلي كبير مع صب الفراغ وPPAP: 20-30 أسبوعا
- قالب صب النموذج الأولي (الأدوات الناعمة أو الألومنيوم أو قوالب كيركسيت): 2-4 أسابيع ، حجم محدود، دقة أقل
الغرفة الساخنة مقابل الغرفة الباردة يموت الصب: مقارنة الوقت
تختلف فئتا عملية الصب بالقالب الرئيسيتين بشكل كبير في السرعة بسبب بنيتهما الميكانيكية الأساسية:
الغرفة الساخنة يموت الصب
في آلات الغرفة الساخنة، يتم غمر أسطوانة الحقن (معقوفة) بشكل دائم في حمام المعدن المنصهر. عندما يتراجع المكبس، يملأ المعدن الغرفة تلقائيًا. عندما يتقدم، يُدفع المعدن عبر عنق المعقوفة إلى القالب. لأنه لا توجد خطوة مغرفة منفصلة، أوقات الدورة أقصر بشكل كبير — يمكن لأجزاء الزنك الصغيرة أن تدور بمعدل 300-500 طلقة في الساعة على قوالب متعددة التجاويف. تقتصر هذه العملية على السبائك ذات نقطة الانصهار المنخفضة (الزنك والرصاص والقصدير وبعض المغنيسيوم) لأن درجات الحرارة المرتفعة تؤدي إلى تحلل المكونات المغمورة بسرعة.
صب الغرفة الباردة
تحافظ آلات الغرفة الباردة على آلية الحقن منفصلة عن فرن الصهر. يقوم المشغل أو روبوت المغرفة الآلي بنقل طلقة معدنية مقاسة إلى غلاف الطلقة قبل كل دورة. يضيف هذا 5-15 ثانية لكل دورة مقارنة بالغرفة الساخنة ولكنها تسمح بمعالجة السبائك ذات درجة الحرارة العالية مثل الألومنيوم والمغنيسيوم والنحاس التي من شأنها أن تدمر معقوفة مغمورة. تستخدم غالبية قوالب الصب حسب الوزن - وخاصة أجزاء الألومنيوم للسيارات - آلات الغرفة الباردة.
من الناحية العملية، قد يكلف موصل الزنك المنتج على آلة الغرفة الساخنة 0.08 دولارًا - 0.25 دولارًا للقطعة الواحدة في زمن الدورة وحده. نفس الجزء الهندسي المعاد تصميمه من الألومنيوم في ماكينة الغرفة الباردة يمكن أن يكون له تكاليف مرتبطة بوقت الدورة تتراوح بين 0.40 دولارًا و1.20 دولارًا للقطعة الواحدة - وهو محرك حقيقي للتكلفة في تطبيقات الإلكترونيات الاستهلاكية ذات الحجم الكبير حيث يتم احتساب مئات الملايين من الوحدات سنويًا لكل ثانية.
كيف يقارن الصب بالقالب بعمليات التصنيع الأخرى من حيث السرعة
تعد عملية الصب بالقالب واحدة من أسرع الطرق لإنتاج الأجزاء المعدنية المعقدة على نطاق واسع، ولكن ميزة السرعة الخاصة بها تكون أكثر وضوحًا عند الكميات الكبيرة. توضح المقارنة مع عمليات تشكيل المعادن الشائعة الأخرى مكان الصب بالقالب:
| عملية | وقت الدورة (الجزء المتوسط) | مهلة الأدوات | أفضل نطاق حجم |
|---|---|---|---|
| يموت الصب | 30-90 ثانية | 6-14 أسبوع | 10.000 مليون / سنة |
| صب الرمل | 10-60 دقيقة | 2-6 أسابيع | 1-10,000/سنة |
| صب الاستثمار | ساعات لكل دفعة | 4-10 أسابيع | 100-50,000/سنة |
| التصنيع باستخدام الحاسب الآلي | 5-120 دقيقة | 1-3 أسابيع (المباريات) | 1-5,000/سنة |
| صب القالب الدائم | 2-10 دقائق | 4-8 أسابيع | 1,000-100,000/سنة |
تعد ميزة سرعة الصب بالقالب مقارنة بصب الرمل وصب الاستثمار كبيرة - غالبًا ما تكون أسرع بمقدار 10x إلى 50x لكل جزء عند التشغيل بالإنتاج الكامل. إن ميزة السرعة هذه، جنبًا إلى جنب مع التكرار الممتاز للأبعاد (يتم الاحتفاظ بتفاوتات تبلغ ± 0.1 مم على الميزات غير الحرجة بشكل روتيني)، تشرح سبب هيمنة قوالب الصب على صناعة السيارات والإلكترونيات الاستهلاكية والأجهزة بكميات تزيد عن 10000 جزء تقريبًا سنويًا.
استراتيجيات لتقليل وقت دورة صب القالب
في الإنتاج بكميات كبيرة، حتى تقليل مدة الدورة بمقدار 5 ثوانٍ يُترجم مباشرةً إلى وفورات في التكاليف يمكن قياسها. الجزء الذي يعمل بمعدل 60 ثانية لكل دورة على جهاز بمعدل عبء 120 دولارًا في الساعة يكلف 2.00 دولارًا لكل دورة. قم بتقليل ذلك إلى 50 ثانية وستنخفض تكلفة القطعة الواحدة إلى 1.67 دولارًا أمريكيًا - أي تخفيض بنسبة 16.5% دون تغيير المواد أو العمالة أو النفقات العامة. بمعدل مليون قطعة سنويًا، يعني توفير 330 ألف دولار سنويًا من عملية تحسين واحدة. استراتيجيات تقليل وقت الدورة الأكثر فعالية هي:
تحسين تصميم دوائر التبريد
يمكن أن يؤدي التبريد المطابق — حيث تتبع قنوات التبريد محيط التجويف بدلاً من تشغيلها في خطوط مستقيمة — إلى تقليل وقت التبريد بمقدار 20-40% مقارنة بالقنوات المحفورة التقليدية. يتم تصنيع القنوات المطابقة باستخدام التصنيع الإضافي (الطباعة ثلاثية الأبعاد لإدراج الفولاذ للأداة) ووضع مياه التبريد بالقرب من الأسطح المعقدة. يتم استرداد قسط تكلفة الأدوات المقدمة (عادةً ما يتراوح بين 10.000 إلى 40.000 دولار إضافية لكل مجموعة إدخال) بسرعة في البرامج ذات الحجم الكبير.
استخدم ضغط التكثيف بشكل صحيح
إن تطبيق ضغط عالي التكثيف (ضغط المرحلة الثانية) مباشرة بعد ملء التجويف يدفع المعدن إلى كل التفاصيل ويعوض الانكماش أثناء التصلب. يؤدي التكثيف المناسب إلى تقليل المسامية الدقيقة، مما يسمح بدوره بجدران أرق - والتي تبرد بشكل أسرع. يعد هذا طريقًا غير مباشر ولكنه فعال لأوقات دورات أقصر من خلال تحسين الثقة في تصميم الأجزاء.
تقليل درجة حرارة الطرد
يمكن إخراج الأجزاء عند درجات حرارة أعلى مما يفترضه العديد من المشغلين، بشرط ألا تكون الهندسة عرضة للالتواء وأن يكون موضع دبوس القاذف صحيحًا. يسمح الاختبار باستخدام التصوير الحراري وقياس صفحة الالتواء للفرق بتحديد الحد الأدنى لوقت التبريد الآمن بشكل تجريبي. تعمل العديد من برامج الإنتاج على تشغيل أوقات تبريد أطول بنسبة 10 إلى 20% من اللازم، وذلك ببساطة لأنه لم يتم إعادة تحسينها مطلقًا بعد الإعداد الأولي.
تنفيذ مراقبة العمليات في الوقت الحقيقي
يمكن لآلات صب القوالب الحديثة المجهزة بأجهزة استشعار لضغط التجويف وسرعة المكبس ودرجة حرارة القالب ضبط معلمات العملية تلقائيًا من طلقة إلى طلقة. يمنع هذا التحكم التكيفي أوقات التبريد المفرطة في التحفظ التي يضبطها المشغلون يدويًا لتجنب اللقطات المعيبة في بعض الأحيان. تعمل ظروف العملية المتسقة أيضًا على تقليل معدلات الخردة، مما يؤدي بشكل فعال إلى تحسين الإنتاجية الصافية دون تغيير دورة الماكينة على الإطلاق.
إعادة التصميم لسمك الجدار الموحد
إن الرؤوس أو الأضلاع أو الوسادات السميكة التي تنحرف بشكل كبير عن سمك الجدار الاسمي تخلق نقاطًا ساخنة تحدد الحد الأدنى من وقت التبريد للجزء بأكمله. إن حفر المقاطع السميكة، وإضافة انتقالات نصف القطر، واستبدال الوسادات الصلبة بهياكل مضلعة يمكن أن يزيل هذه الاختناقات. في إحدى عمليات إعادة تصميم دعامة السيارات الموثقة، أدى تقليل الحد الأقصى للجدار من 8 مم إلى 5 مم (مع الحفاظ على القوة من خلال هندسة الأضلاع) إلى تقليل وقت التبريد من 75 ثانية إلى 42 ثانية - وهو تخفيض بنسبة 44% أدى إلى نقل الجزء إلى فئة آلات أصغر وأرخص بكثير.
عمليات ما بعد الصب ومتطلباتها الزمنية
إن لقطة الصب بالقالب هي مجرد البداية. تتطلب معظم الأجزاء المصبوبة عمليات إضافية قبل أن تكون جاهزة للشحن أو التجميع. تضيف خطوات ما بعد الصب هذه وقتًا — أحيانًا أكثر من دورة الصب نفسها — ويجب التخطيط لها في جدولة الإنتاج الشاملة:
- التشذيب / إزالة الوميض: إزالة الفلاش (الزعانف المعدنية الرفيعة عند خطوط الفراق) وأنظمة العداء/البوابة. التفريغ اليدوي: 30-120 ثانية لكل جزء. ضغط القطع الآلي: من 3 إلى 10 ثوانٍ لكل جزء.
- التفجير بالرصاص: تنظيف السطح وتحسين الملمس. دورة الدفعة: 5-15 دقيقة لحمل الأجزاء.
- التصنيع باستخدام الحاسب الآلي: الحفر والتنصت والطحن الدقيق للأسطح المصبوبة. يختلف الوقت بشكل كبير: من 30 ثانية إلى 10 دقائق حسب الميزات والتركيبات.
- المعالجة الحرارية (T5/T6 للألمنيوم): يمكن أن يستغرق العلاج بالحلول والشيخوخة الاصطناعية 6-24 ساعة الإجمالي ويتطلب جدولة الفرن دفعة واحدة.
- التشطيب السطحي (الأنودة، مسحوق الطلاء، الطلاء): 1-48 ساعة حسب العملية وإنهاء الفصل.
- التفتيش وقياس الأبعاد: فحص CMM للمقالات الأولى أو خطط العينات: 10-60 دقيقة لكل جزء للحصول على تقارير شاملة.
عند تضمين عمليات ما بعد الصب، يمكن قياس إجمالي وقت التصنيع لكل جزء في ورشة العمل بالساعات أو الأيام بدلاً من الثواني. تجمع خلايا الإنتاج الفعالة بين الاستخراج الآلي ومكابس القطع المضمنة والناقلات المدمجة لتقليل الوقت بين العمليات وتقليل مخزون العمل أثناء العملية.
المفاهيم الخاطئة الشائعة حول وقت الصب
تتسبب العديد من حالات سوء الفهم المستمرة حول الجداول الزمنية لصب القوالب في حدوث مشكلات في تحديد المصادر وتخطيط البرامج وتقدير التكلفة:
""الصب بالقالب سريع دائمًا""
يعتبر الصب بالقالب سريعًا لإنتاج كميات كبيرة ومتكررة من الأجزاء المتماثلة. إنها ليست سريعة بالنسبة للكميات المنخفضة، لأن المهلة الزمنية للأدوات تهيمن على الجدول الزمني. بالنسبة لطلب نموذج أولي مكون من 500 قطعة، فإن مهلة الأدوات البالغة 10 أسابيع تجعل صب القوالب أبطأ من التصنيع باستخدام الحاسب الآلي أو حتى صب الاستثمار من حيث الوقت للجزء الأول. هذا هو السبب في وجود نموذج صب القالب باستخدام أدوات الألمنيوم المؤقتة كفئة - فهو يقبل عمر الأداة المهدد للحصول على الأجزاء بشكل أسرع.
"وقت الدورة الأسرع يعني دائمًا تكلفة أقل"
يؤدي تقليل وقت الدورة إلى ما دون الحد الأدنى المستقر للعملية إلى زيادة معدل الخردة وتكرار صيانة القالب. يؤدي تقليل وقت التبريد لمدة 10 ثوانٍ إلى زيادة الخردة من 2% إلى 8% إلى توفير وقت الماكينة ولكنه يزيد من تكاليف المعادن وإعادة العمل. يعمل وقت الدورة الأمثل على تقليل التكلفة الإجمالية لكل جزء جيد - وليس فقط وقت الماكينة. ويتطلب ذلك أن يتم أخذ تكاليف الخردة وإعادة العمل في الاعتبار جنبًا إلى جنب مع معدل عبء الماكينة.
"المهلة الزمنية المحددة للمورد هي إجمالي المهلة الزمنية"
عادةً ما يقتبس الموردون المهلة الزمنية للأدوات وأحيانًا المهلة الزمنية لعينة T1. ونادرًا ما تتضمن وقتًا لتكرار مراجعة التصميم، أو الموافقة على الأبعاد من جانب العميل، أو إعداد وثائق PPAP، أو الخدمات اللوجستية. المشترون الذين يأخذون وقت الأدوات المحدد كإجمالي الوقت اللازم للإنتاج يجدون أنفسهم بانتظام متأخرين من 4 إلى 8 أسابيع عن الموعد المحدد. تضيف خطة البرنامج الواقعية ما لا يقل عن 3 إلى 6 أسابيع إلى الرقم المعروض للمورد للموافقة على الجزء وإعداد سلسلة التوريد.