هل يمكن صب الألومنيوم 6061؟ الجواب المباشر
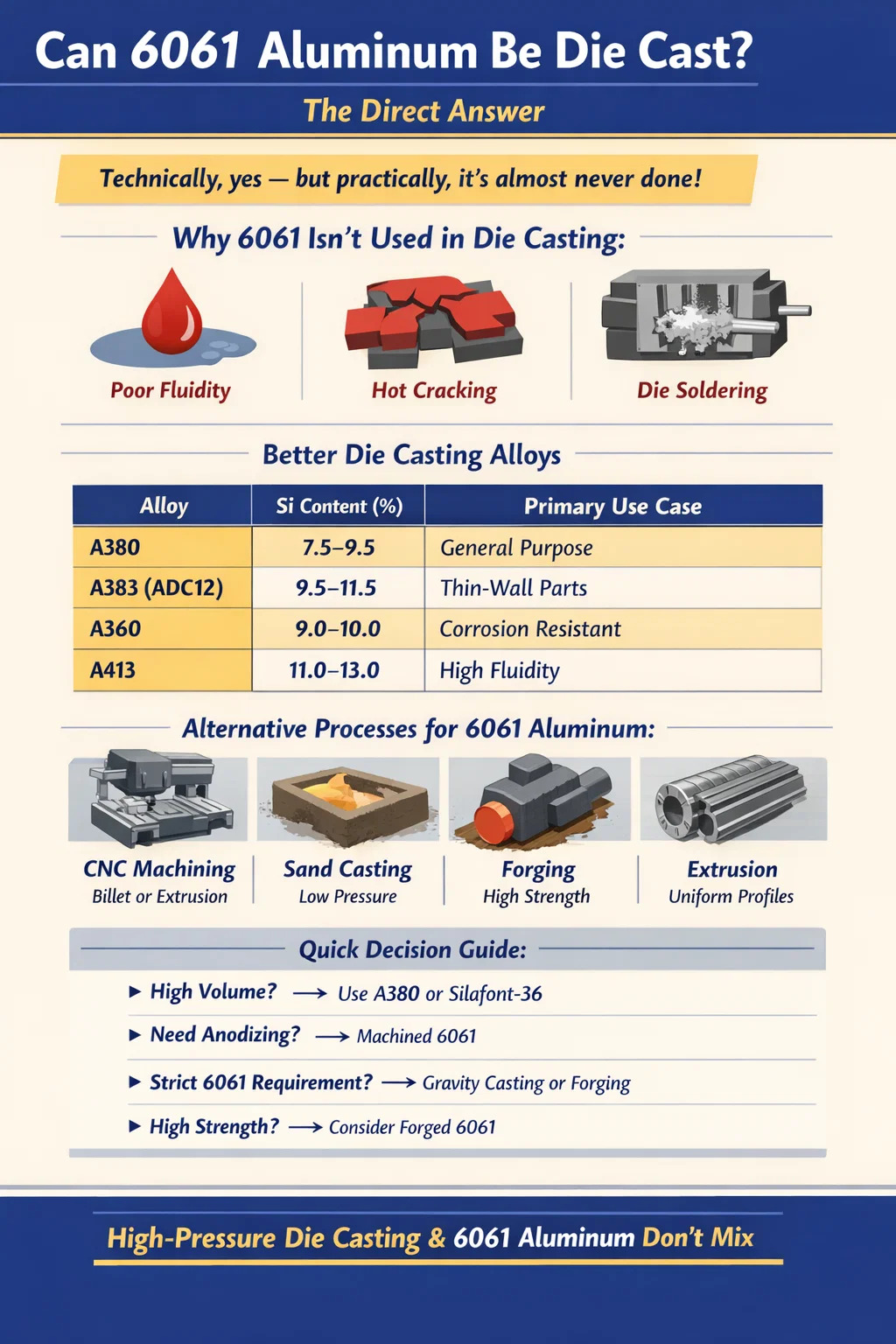
من الناحية الفنية، نعم - ولكن في التصنيع العملي، لا يتم استخدام الألومنيوم 6061 أبدًا في صب القوالب ، وستنصح معظم مرافق صب القوالب بعدم القيام بذلك. السبب يعود إلى كيمياء السبائك. 6061 عبارة عن سبيكة ألومنيوم مشغولة، مما يعني أنها تم تصميمها خصيصًا لعمليات مثل البثق والدرفلة والتزوير - وليس للحقن في قوالب الفولاذ تحت ضغط عالٍ. على الرغم من أن محتواه من المغنيسيوم والسيليكون ممتاز للأداء الهيكلي بعد المعالجة الحرارية، فإنه يخلق مشاكل خطيرة في بيئة الصب بالقالب: ضعف السيولة، وميول التكسير الساخن، ومشكلات لحام القوالب التي تؤدي إلى ارتفاع معدلات الخردة وتكاليف الأدوات.
سبائك الألومنيوم التي تهيمن على يموت الصب الصناعة مصممة خصيصًا لهذه العملية. تمثل A380، وA383، وايه 360، وADC12 الغالبية العظمى من مصبوبات الألومنيوم في جميع أنحاء العالم على وجه التحديد لأن محتواها من السيليكون - عادةً ما بين 8% و12% - يمنحها سيولة الذوبان، والسلوك الحراري، وخصائص التصلب التي تتطلبها عملية الصب. 6061 يحتوي فقط على 0.4%-0.8% سيليكون ، أقل بكثير من العتبة اللازمة لصب القوالب الموثوق به وكبير الحجم.
تشرح هذه المقالة سبب تصرف 6061 بالطريقة التي يتصرف بها في عملية الصب، وما هي البدائل الموجودة، وفي أي سيناريوهات يؤدي اختيار سبيكة مختلفة - أو عملية مختلفة تمامًا - إلى نتائج أفضل بتكلفة أقل.
فهم 6061 الألومنيوم: تكوين السبائك وآثارها
الألومنيوم 6061 عبارة عن سبيكة من سلسلة 6xxx، مما يعني أن عناصر السبائك الأساسية هي المغنيسيوم (Mg) والسيليكون (Si). نطاق التكوين القياسي هو كما يلي:
| العنصر | نطاق التركيب (%) | دور في السبائك |
|---|---|---|
| السيليكون (سي) | 0.40 - 0.80 | تقوية عن طريق رواسب Mg₂Si |
| المغنيسيوم (ملغ) | 0.80 - 1.20 | عنصر التعزيز الأساسي |
| النحاس (النحاس) | 0.15 - 0.40 | قوة إضافية، تقلل من مقاومة التآكل قليلاً |
| الكروم (الكروم) | 0.04 - 0.35 | السيطرة على بنية الحبوب |
| الحديد (الحديد) | الحد الأقصى 0.70 | عرضي السيطرة عليها باعتبارها النجاسة |
| الألومنيوم (آل) | الرصيد (~96–99) | المعدن الأساسي |
يشكل مزيج Mg وSi رواسب سيليسيد المغنيسيوم (Mg₂Si) أثناء المعالجة الحرارية (درجة حرارة T4 أو T6)، وهو ما يمنح 6061-T6 قوة الشد المعروفة التي تبلغ تقريبًا 310 ميجا باسكال (45000 رطل لكل بوصة مربعة) . تعد استجابة التصلب بالترسيب واحدة من أعظم مزايا السبيكة - ولكنها ميزة ما بعد المعالجة، وليست ميزة الصب.
في المقابل، المحتوى المنخفض من السيليكون يعني أن السبيكة المنصهرة لها لزوجة عالية ونطاق تصلب ضيق. عند سكبه أو حقنه في قالب، فإنه لا يتدفق بسهولة إلى الجدران الرقيقة أو الأشكال الهندسية المعقدة. والنتيجة هي عمليات تعبئة غير مكتملة، وإغلاق بارد، ومسامية - وهي عيوب تمثل مشكلة بشكل خاص للأجزاء الهيكلية أو الأجزاء المصبوبة المقاومة للضغط.
لماذا يكون أداء 6061 ضعيفًا في عملية الصب بالقالب
إن عملية الصب بالقالب هي عملية عالية الضغط وعالية السرعة. يتم حقن الألومنيوم المنصهر في قالب فولاذي عند ضغوط تتراوح عادة من 10.000 إلى 30.000 رطل لكل بوصة مربعة (69 إلى 207 ميجا باسكال) ، في أوقات التعبئة المقاسة بالمللي ثانية. يجب أن تتدفق السبيكة على الفور عبر المجاري والبوابات، وتملأ الأجزاء الرقيقة تمامًا، وتتصلب بشكل يمكن التنبؤ به. يقوم 6061 بإنشاء نقاط فشل متعددة في هذه البيئة.
ضعف سيولة الذوبان
تخضع السيولة في سبائك الألومنيوم إلى حد كبير لمحتوى السيليكون. يخفض السيليكون نقطة الانصهار، ويوسع نافذة درجة حرارة السائل والصلب، ويقلل من التوتر السطحي في الذوبان. تحتوي سبائك الصب بالقالب مثل A380 على حوالي 8.5% من السيليكون. 6061 يحتوي على أقل من 1%. في اختبارات السيولة (على سبيل المثال، اختبارات السيولة الحلزونية)، يملأ A380 باستمرار ضعفين إلى ثلاثة أضعاف الطول الذي يذوبه 6061 في نفس الظروف. يصبح من المستحيل بشكل أساسي ملء المقاطع ذات الجدران الرقيقة التي يقل سمكها عن 2 مم بشكل موثوق بـ 6061.
التكسير الساخن أثناء التصلب
يحتوي 6061 على نطاق تصلب واسع - تبلغ الفجوة بين السائل (~652 درجة مئوية) والصلب (~582 درجة مئوية) حوالي 70 درجة مئوية. خلال هذه المرحلة شبه الصلبة، تكون السبيكة عرضة للتمزق الساخن: ينقبض الهيكل المتصلب جزئيًا، لكن المعدن السائل لا يمكنه التدفق بسرعة كافية عبر القنوات المتبقية للتعويض. والنتيجة هي الشقوق الداخلية. تتميز سبائك الصب بالقالب عالية السيليكون بنطاقات تصلب أضيق مما يعني أن المعدن يتحول من السائل إلى الصلب بسرعة أكبر وبشكل موحد، مما يقلل بشكل كبير من خطر التشقق الساخن.
يموت لحام والأدوات الضرر
يحدث لحام القالب عندما يرتبط الألومنيوم بسطح القالب الفولاذي. يتفاعل محتوى الحديد الموجود في القالب مع الألومنيوم الموجود في المصهور لتكوين مركبات بين المعادن من حديد وألومنيوم (Fe-Al IMCs) على سطح القالب. يعمل السيليكون كمخزن مؤقت - فهو يتفاعل بشكل تفضيلي مع الحديد لتكوين أطوار Fe-Si التي تكون أقل التصاقًا وأسهل في التحرير. نظرًا لأن 6061 يحتوي على نسبة منخفضة من السيليكون، فهو أكثر عرضة للحام على وجه القالب. يؤدي ذلك إلى زيادة قوى القذف، ويسبب عيوبًا في سطح الصب، ويسرع من تآكل القالب. تم الإبلاغ عن أن حياة الموت لـ 6061 في تجارب صب القوالب كانت كذلك أقصر بكثير بالمقارنة مع سبائك الصب القياسية.
مضاعفات المعالجة الحرارية
واحدة من عوامل الجذب الرئيسية في 6061 هي استجابتها للمعالجة الحرارية T6، والتي ترفع قوة الشد من حوالي 125 ميجا باسكال (18000 رطل لكل بوصة مربعة) في الحالة الصلبة إلى حوالي 310 ميجا باسكال (45000 رطل لكل بوصة مربعة). ومع ذلك، فإن الأجزاء المصبوبة - حتى في السبائك المتوافقة - يصعب معالجتها بالحرارة لأن التصلب السريع في القالب يحبس مسامية الغاز. عندما يتم معالجة القالب المسامي بالحرارة عند درجات حرارة حوالي 530 درجة مئوية، يتوسع الغاز المحبوس ويسبب تقرحات على السطح. ستواجه قوالب صب القوالب 6061 نفس المشكلة، في حين أنها عانت بالفعل من مشاكل السيولة والتكسير أثناء الصب. والنتيجة النهائية هي أن ميزة القوة المفترضة لـ 6061 لا يمكن تحقيقها بشكل موثوق من خلال الصب بالقالب على أي حال.
ما هي سبائك الألومنيوم المستخدمة فعليًا في صب القوالب؟
استقرت صناعة الصب بالقالب على قائمة قصيرة من سبائك الألومنيوم التي تقدم باستمرار نتائج موثوقة وعالية الجودة. يعد فهم هذه البدائل أمرًا ضروريًا عند تقييم ما إذا كان يجب متابعة صب القوالب للجزء الذي تم تصميمه في البداية حوالي عام 6061.
| سبيكة | محتوى سي (٪) | UTS (ميجا باسكال) | حالة الاستخدام الأساسي |
|---|---|---|---|
| A380 | 7.5 - 9.5 | ~317 | غرض عام؛ سبائك الصب بالقالب الأكثر استخدامًا على مستوى العالم |
| A383 (ADC12) | 9.5 - 11.5 | ~310 | أجزاء رقيقة الجدران معقدة. سيولة أفضل من A380 |
| A360 | 9.0 - 10.0 | ~317 | ضيق الضغط، ومقاومة التآكل |
| أ413 | 11.0 - 13.0 | ~296 | أعلى سيولة. المكونات الهيدروليكية، المسبوكات المعقدة |
| سيلافونت-36 (السي-مج) | 9.5 - 11.5 | حتى 350 تقريبًا (T5/T7) | المسبوكات الهيكلية للسيارات؛ قابلة للعلاج بالحرارة |
| 6061 | 0.40 - 0.80 | 310 (T6، المطاوع) | البثق، والتزوير، والتصنيع الآلي - وليس الصب بالقالب |
A380 وحدها تمثل ما يقدر 60% أو أكثر من جميع مصبوبات الألومنيوم المنتجة في أمريكا الشمالية . إن الجمع بين الخصائص الميكانيكية الجيدة وقابلية الصب الممتازة والتكلفة المعقولة يجعلها الخيار الافتراضي في الصناعة. عندما يحتاج المصممون إلى ألومنيوم مصبوب عالي القوة وقابل للمعالجة بالحرارة، فإنهم يتجهون بشكل متزايد إلى سبائك مثل سيلافونت-36 أو Aural-2، والتي تم تصميمها من الألف إلى الياء لتجمع بين سلوك الصب الجيد والقدرة على الاستجابة للتصلب مع تقدم العمر - وهو شيء لا يمكن لـ 6061 تقديمه في شكل مصبوب.
عندما يحدد المهندسون 6061 ولماذا يقومون بالتبديل
في العديد من سيناريوهات تطوير المنتج، يحدد المهندسون 6061 في وقت مبكر من المشروع لأنهم على دراية به، أو لأن النماذج الأولية تم تصنيعها آليًا من 6061 قطعة معدنية. عندما ترتفع أحجام الإنتاج ويصبح الصب بالقالب جذابًا لخفض التكلفة، تصبح مسألة الاحتفاظ بـ 6061 نقطة قرار حقيقية. والنتيجة النموذجية هي التحول إلى سبيكة صب أكثر توافقًا، ولكن المنطق يستحق الدراسة بالتفصيل.
متطلبات الملكية الميكانيكية
غالبًا ما يحدد المهندسون 6061-T6 لقوة الشد التي تبلغ حوالي 310 ميجا باسكال وقوة الخضوع البالغة 276 ميجا باسكال. والسؤال هو ما إذا كانت هذه الخصائص مطلوبة بالفعل من قبل التطبيق، أو ما إذا تم اختيارها بشكل متحفظ على أساس المعرفة. يحقق قالب الصب A380 قوة UTS تبلغ حوالي 317 ميجا باسكال، وهي قريبة جدًا من 6061-T6، وقوة إنتاج تبلغ حوالي 159 ميجا باسكال. بالنسبة للتطبيقات التي تكون فيها قوة الخضوع هي المعلمة الحاسمة - مثل الأقواس الهيكلية أو العلب الحاملة - قد تفشل طائرة A380، ويكون لدى المهندس خياران: تصميم الشكل الهندسي بسمك جدار إضافي للتعويض، أو التبديل إلى سبيكة صب قابلة للمعالجة بالحرارة مثل Silafont-36، والتي يمكن أن تصل إلى قوة خضوع تبلغ 240 ميجا باسكال أو أعلى بعد معالجة T5/T7.
مقاومة التآكل
6061 معروف بمقاومته الجيدة للتآكل، خاصة في البيئات البحرية والخارجية. يحتوي A380 على محتوى نحاس أعلى (يصل إلى 3.5%)، مما يقلل من مقاومته للتآكل مقارنة بـ 6061. إذا كان الجزء يحتاج إلى مقاومة رذاذ الملح أو استخدامه في بيئة ساحلية بدون طلاء، فقد يتطلب A380 معالجة سطحية. A360 عبارة عن سبيكة صب بديلة منخفضة النحاس توفر مقاومة أفضل للتآكل، وغالبًا ما يتم تحديدها عندما تكون الطلاءات المؤكسدة أو تحويل الكرومات جزءًا من العملية.
أنودة والتشطيب السطحي
6061 يؤكسد بشكل جيد للغاية. تنتج التركيبة المنخفضة من الحديد والنحاس طبقة واضحة ومتسقة من أكسيد الأنوديك. سبائك الصب بالقالب، خاصة تلك التي تحتوي على نسبة عالية من السيليكون، تتأكسد بشكل سيئ - تظل جزيئات السيليكون غير مؤكسدة وتظهر كبقع رمادية داكنة أو سوداء في طبقة الأكسيد، مما يجعل الأنودة الزخرفية الساطعة شبه مستحيلة. إذا كان الجزء يتطلب أنودة واضحة أو ملونة لأسباب جمالية، فإن عملية الصب بالقالب هي عملية خاطئة بغض النظر عن السبيكة. يعد صب الرمل أو صب القالب الدائم بالجاذبية باستخدام 6061 أو سبائك مماثلة ذات تركيبة مطاوع، متبوعًا بمعالجة T6، هو المسار الأفضل للأجزاء المؤكسدة بأحجام معتدلة.
القدرة على التصنيع
6061 هو متعة للآلة. إنها تنتج رقائق نظيفة، وتتحمل تفاوتات صارمة، وتتقبل الخيوط والنقر بشكل جيد. تعتبر سبائك الصب بالقالب أكثر صعوبة بشكل عام في أدوات القطع بسبب محتواها من السيليكون الكاشطة، على الرغم من أن A380 لا تزال قابلة للتشكيل تمامًا وفقًا لمعايير الصب بالقالب. إذا كانت هناك حاجة إلى تصنيع كبير بعد الصب - على سبيل المثال، فتحات التجويف الدقيقة، أو الإدخالات الملولبة، أو تفاوتات التسطيح الضيقة - فيجب أخذ ذلك في الاعتبار في مقارنة تكلفة العملية الإجمالية بين الصب بالقالب مع A380 والعمليات البديلة باستخدام 6061.
عمليات التصنيع البديلة للألمنيوم 6061
نظرًا لأن 6061 ليس مناسبًا تمامًا للصب بالقالب، يجب على المهندسين الذين يحتاجون إلى خصائص المواد 6061 أن يأخذوا في الاعتبار عمليات التصنيع التالية، ولكل منها مقايضاتها الخاصة من حيث القدرة الهندسية، والانتهاء من السطح، والتكلفة، وقابلية التوسع في الحجم.
التصنيع باستخدام الحاسب الآلي من الخام أو البثق
بالنسبة للكميات المنخفضة إلى المتوسطة - عادةً أقل من 1000 جزء سنويًا - فإن تصنيع 6061 قطعة من الخام أو مخزون البثق غالبًا ما يكون النهج الأكثر فعالية من حيث التكلفة. 6061 ماكينة بسرعات عالية مع عمر خدمة ممتاز. يمكن لمتجر CNC مختص أن يحمل تفاوتات تبلغ ±0.025 مم (±0.001 بوصة) بشكل روتيني. يتمثل القيد في هدر المواد (يمكن أن تكون نسب الشراء للطيران عالية بالنسبة للأجزاء المعقدة) ووقت الدورة للأشكال الهندسية المعقدة. بالنسبة للإنتاج بكميات كبيرة، فإن تكلفة التصنيع لكل جزء تتجاوز بسرعة تكلفة الصب.
صب الرمل وصب القالب الدائم
يمكن صب 6061 بالرمل أو تغذيته بالجاذبية في قوالب دائمة. تتضمن هذه العمليات ضغوط حقن أقل من الصب بالقالب، مما يمنح السبيكة وقتًا لملء القالب. يتم ممارسة صب الرمل 6061 في صناعات الطيران والدفاع ، حيث تتطلب متطلبات شهادة المواد تكوين السبائك واستجابة المعالجة الحرارية بدلاً من السماح بالاستبدال بسبيكة صب قياسية. عادة ما تقع قوة إنتاج مصبوبات الرمل 6061 المعالجة بـ T6 في نطاق 220-260 ميجا باسكال، وهو أقل إلى حد ما من الرقم المطاوع، ولكنه كافٍ للعديد من التطبيقات الهيكلية. تكاليف الأدوات اللازمة لصب الرمل منخفضة (أقل من 5000 دولار في كثير من الحالات)، مما يجعلها قابلة للتطبيق بكميات تتراوح من نموذج أولي واحد إلى عدة آلاف من الأجزاء سنويًا.
تزوير
6061 هي واحدة من سبائك الألومنيوم الأكثر شيوعًا. يعمل التشكيل على محاذاة بنية الحبوب على طول خطوط الضغط الخاصة بالجزء، مما ينتج عنه خصائص ميكانيكية تتجاوز الأجزاء المصبوبة والأجزاء المصنعة آليًا. مزورة 6061-T6 يمكن أن تحقق قوة الشد 330-350 ميجا باسكال وقوة الخضوع 295-310 ميجا باسكال - أعلى بكثير من مواصفات اللوحة المطاوع القياسية. كثيرًا ما يتم تزوير المكونات الهيكلية للفضاء الجوي، ومكونات الدراجات، وأجزاء تعليق السيارات من عام 6061. الجانب السلبي هو أن قوالب التزوير باهظة الثمن (غالبًا ما تتراوح بين 20.000 إلى 80.000 دولار لكل مجموعة قوالب) وتكون العملية مناسبة بشكل أفضل للأجزاء ذات الهندسة البسيطة نسبيًا ولا تحتوي على أي تقويضات.
البثق
يمكن القول إن البثق هو العملية الأصلية لـ 6061. تتدفق السبيكة عبر قالب لإنتاج مقاطع عرضية طويلة وثابتة وبسرعة عالية. تتكلف قوالب البثق ما بين 500 إلى 3000 دولار أمريكي للملفات البسيطة، مما يجعل هذه العملية متاحة حتى بكميات منخفضة. يمكن تحقيق المقاطع العرضية المعقدة ذات الغرف المجوفة. العمليات الثانوية مثل النشر إلى الطول، والتثقيب، والحفر، والثني تحول مقذوف 6061 إلى مكونات هيكلية تامة الصنع. القيد هو أن المقطع العرضي يجب أن يكون موحدًا على طول الطول - لا يمكن أن ينتج البثق التعقيد ثلاثي الأبعاد الذي تحققه عملية الصب بالقالب.
Thixocasting وRheocasting (معالجة شبه صلبة)
تعد معالجة المعادن شبه الصلبة (SSM) خيارًا مناسبًا ولكنه ذو صلة. في عملية الصب المتجانس، يتم تسخين قطعة خام مُعدة خصيصًا من 6061 ذات بنية مجهرية متغيرة الانسيابية في النطاق شبه الصلب وحقنها في قالب. نظرًا لأن المادة صلبة جزئيًا، فإنها تتدفق بشكل أكثر قابلية للتنبؤ، مع اضطراب أقل ومسامية أقل من الصب بالقالب التقليدي. وقد أثبتت الدراسات البحثية ذلك يمكن لـ thixocast 6061-T6 تحقيق قوة شد تبلغ 280-310 ميجا باسكال ، قريب جدًا من المعيار المطاوع. القيد هو التكلفة: عملية تحضير الخام (طرق SIMA أو MHD) تزيد من النفقات، ونافذة العملية ضيقة، مما يتطلب تحكمًا محكمًا في درجة الحرارة. يتم استخدام معالجة SSM لـ 6061 في مكونات السيارات والفضاء حيث يجب أن يتعايش الأداء الميكانيكي والهندسة المعقدة، ولكنها ليست عملية إنتاج سائدة.
الصب بالقالب عالي الضغط مقابل عمليات الضغط المنخفض والجاذبية: التأثير على صلاحية 6061
يجدر التمييز بين عائلات عملية الصب المختلفة، لأن التحديات مع 6061 تختلف بشكل كبير حسب ضغط التعبئة والسرعة.
- صب القالب بالضغط العالي (HPDC) : ضغط الحقن 10.000-30.000 رطل لكل بوصة مربعة، أوقات التعبئة 10-100 مللي ثانية. 6061 غير مناسب على الإطلاق. إن الجمع بين السيولة المنخفضة وقابلية التكسير الساخن واللحام بالقالب يجعل الإنتاج الموثوق به مستحيلاً على المستوى التجاري.
- صب القالب بالضغط المنخفض (LPDC) : ضغوط تبلغ 5-15 رطل لكل بوصة مربعة (0.03-0.1 ميجاباسكال)، ومعدلات تعبئة أبطأ بكثير. 6061 فارس أفضل هنا. يستخدم LPDC لتصنيع العجلات وبعض المسبوكات الهيكلية للسيارات. يؤدي الملء الأبطأ إلى تقليل الاضطراب ويسمح لبعض السبائك ذات السيولة المنخفضة بأداء مقبول. يمكن صب 6061 بالضغط المنخفض مع إدارة مناسبة لدرجة الحرارة، على الرغم من أنها تتطلب تحكمًا دقيقًا في العملية.
- قالب الجاذبية الدائم (GPM / صب البرد) : لا يوجد ضغط مطبق؛ يملأ المعدن بالجاذبية. هذه هي عملية الصب الأكثر تسامحًا لـ 6061 من حيث توافق السبائك. يمكن معالجة مصبوبات GPM في 6061 بالحرارة T6 بشكل موثوق وتحقيق خصائص هيكلية مفيدة. يعد تشطيب السطح واتساق الأبعاد أدنى من HPDC، ولكن يمكن الوصول إلى هذه العملية بشكل أكبر بكثير بالنسبة لهذه السبيكة.
- صب القالب بمساعدة الفراغ : نوع مختلف من HPDC حيث يتم سحب فراغ على تجويف القالب قبل الحقن لتقليل المسامية. في حين تعمل المساعدة الفراغية على تحسين كثافة الأجزاء وتمكين المعالجة الحرارية في سبائك الصب القياسية، إلا أنها لا تحل مشكلات السيولة الأساسية أو التكسير الساخن المرتبطة بـ 6061 في سياق HPDC.
والوجهة العملية هي أنه إذا كان الصب بالقالب يعني على وجه التحديد HPDC - وهو ما يفعله في معظم المحادثات الصناعية - فيجب تجنب 6061. إذا كانت عمليات الضغط المنخفض أو الجاذبية ضمن النطاق، يصبح 6061 خيارًا قابلاً للتطبيق، خاصة بالنسبة للأجزاء الهيكلية التي تتطلب معالجة حرارية T6.
مقارنة التكلفة: الصب بالقالب باستخدام طائرة A380 مقابل العمليات البديلة باستخدام 6061
تعد التكلفة أحد الدوافع الأكثر شيوعًا وراء السؤال حول ما إذا كان سيتم صب القالب 6061 - عادةً ما يريد المصمم الخصائص المادية لـ 6061 ولكن اقتصاديات كل جزء من صب القالب. تستخدم المقارنة التالية جزءًا تمثيليًا من الإسكان الهيكلي ذو التعقيد المعتدل كمرجع.
| عملية | سبيكة | تكلفة الأدوات (تقريبًا) | تكلفة الجزء الواحد 10 آلاف / سنة | المعالجة الحرارية ممكنة؟ |
|---|---|---|---|---|
| HPDC | A380 | 30.000 دولار – 100.000 دولار | 2 دولار - 8 دولارات | محدودة (خطر المسامية) |
| HPDC (الهيكلية) | Silafont-36 | 30.000 دولار – 100.000 دولار | 3 دولارات - 10 دولارات | نعم (بمساعدة الفراغ) |
| الجاذبية بيرم. العفن | 6061 | 5000 دولار - 20000 دولار | 8 دولارات - 20 دولارًا | نعم (يمكن تحقيق T6) |
| صب الرمل | 6061 | 1000 دولار - 8000 دولار | 15 دولارًا - 40 دولارًا | نعم (يمكن تحقيق T6) |
| التصنيع باستخدام الحاسب الآلي | 6061 قطعة معدنية | 0 دولار - 5000 دولار (التثبيت) | 20 دولارًا - 80 دولارًا | نعم (المخزون المعالج مسبقًا) |
تظهر البيانات أن HPDC مع A380 أو سبيكة صب قالب هيكلية توفر أقل تكلفة لكل جزء بكميات كبيرة، ولكنها تتطلب قبول مادة ليست 6061. إذا كانت 6061 مطلوبة حقًا - على سبيل المثال، بسبب مواصفات مواد الفضاء الجوي أو متطلبات شهادة التآكل المحددة - فإن الصب بالجاذبية أو التصنيع الآلي هما المساران المنطقيان اقتصاديًا، حيث يقبلان تكلفة أعلى لكل جزء مقابل السبيكة الصحيحة.
البدائل الناشئة: سبائك الصب بالقالب المطاوع
لم تتجاهل الصناعة الطلب على الألومنيوم المصبوب بخصائص أقرب إلى 6061. وقد قدم العديد من مطوري السبائك والمتخصصين في المسابك سبائك مصممة لسد الفجوة بين سبائك الصب بالقالب القياسية وتركيبات السلسلة المطاوع. هذه الأمور تستحق المعرفة بالنسبة للمهندسين الذين يقومون بتقييم خياراتهم.
كاستاسيل-37 (السي ملغ، قليل الحديد)
يحتوي Castasil-37، الذي طورته شركة Rheinfelden Alloys، على حوالي 9-11% من السيليكون مع نسبة منخفضة جدًا من الحديد (أقل من 0.15%) ومغنيسيوم متحكم فيه. إن محتواها المنخفض من الحديد يقلل بشكل كبير من ميل اللحام بالقالب مقارنة بالسبائك القياسية، ويمكن صب السبائك بالقالب لإنتاج أقسام رقيقة ومعقدة. إنه لا يتطابق مع الاستجابة الكاملة للمعالجة الحرارية لـ 6061، لكن خصائصه المصبوبة قادرة على المنافسة مع العديد من التطبيقات التي قد تأخذ في الاعتبار 6061.
أورال-2 وأورال-5
هذه هي سبائك الألومنيوم الأولية التي تم تطويرها خصيصًا للمسبوكات الهيكلية عالية السلامة، خاصة في قطاع السيارات حيث يتطلب أداء التصادم قوة عالية وليونة عالية. يحقق Aural-2 قيم استطالة تتراوح بين 10-15% في حالة T7 ، وهو مشابه لـ 6061-T6. يمكن صب هذه السبائك باستخدام HPDC بمساعدة الفراغ ومن ثم معالجتها بالحرارة دون حدوث تقرحات كبيرة، وهو ما يمثل أقرب تقريب متاح لـ 6061 خاصية في شكل قالب مصبوب.
سبائك سلسلة 6xxx المحسنة Hpdc (مرحلة البحث)
تعمل مجموعات البحث الأكاديمية والصناعية على تطوير سبائك معدلة من سلسلة 6xxx مع إضافات سيليكون مرتفعة تهدف إلى تحسين أداء الصب مع الاحتفاظ ببعض الاستجابة للتصلب مع تقدم السن. لم يتم تأسيسها تجاريًا على نطاق واسع بعد، لكن نتائج الإنتاج التجريبي المنشورة في مجلات مثل Journal of Materials Processing Technology تشير إلى أن السبائك التي تحتوي على 3-5% Si وإضافات Mg متوازنة يمكن أن تحقق قوة شد تبلغ 280-300 ميجا باسكال بعد معالجة T5 من HPDC. ويظل هذا مجالا نشطا للتنمية بدلاً من خيار الإنتاج الجاهز.
دليل القرار العملي: الاختيار بين 6061 وسبائك الصب
يهدف إطار القرار التالي إلى مساعدة المهندسين ومصممي المنتجات على تحديد المسار الصحيح لحالتهم المحددة بسرعة.
- إذا تجاوز حجمك السنوي 5000 أجزاء والتعقيد الهندسي مرتفع، ومن المؤكد تقريبًا أن عملية الصب باستخدام A380 أو سبيكة هيكلية هي العملية الصحيحة - إعادة تقييم ما إذا كانت خصائص 6061 مطلوبة حقًا أم أنها مألوفة ببساطة.
- إذا كان الطلاء الأنودي مطلوبًا للجزء النهائي، فإن عملية الصب بالقالب هي عملية خاطئة تمامًا. استخدم البثق أو تشكيله 6061 مع المعالجة السطحية المناسبة.
- إذا كانت قوة الخضوع أعلى من 200 ميجا باسكال مطلوبة من الجزء المصبوب، فقم بتقييم HPDC بمساعدة الفراغ باستخدام Silafont-36 أو Aural-2 قبل اللجوء إلى عملية صب الجاذبية باستخدام 6061.
- إذا تم إصلاح مواصفات السبائك بواسطة عميل أو هيئة تنظيمية أو معيار فضاء يستشهد بـ 6061، فلا تستبدلها. استخدم صب الجاذبية أو صب الرمل أو الحدادة.
- إذا كان الحجم أقل من 1000 جزء سنويًا وكانت الهندسة تسمح بذلك، فإن التصنيع باستخدام الحاسب الآلي من مخزون 6061-T6 سيوفر أفضل الخصائص الميكانيكية بأقل استثمار في الأدوات.
- إذا كان توفير الوزن والكفاءة الهيكلية هما المحركان الأساسيان، ففكر فيما إذا كان المطروق 6061 أمرًا مبررًا - يمكن للمطروقات أن تقلل وزن الجزء بنسبة 15-30% مقارنة بجزء مصبوب مكافئ لأن نسبة القوة إلى الوزن الفائقة تسمح بأقسام أرق.
لا توجد إجابة واحدة تناسب كل منتج. لكن الإجماع الثابت في الصناعة واضح: لا تحاول الصب بالقالب عالي الضغط باستخدام الألومنيوم 6061 إذا كان الهدف هو الحصول على نتائج موثوقة وجودة الإنتاج. إن عدم التطابق المعدني بين تركيبة 6061 ومتطلبات عملية الصب لا يمثل تحديًا هندسيًا يجب التغلب عليه من خلال تحسين العملية - بل هو مشكلة اختيار المواد الأساسية التي يتم حلها بشكل أفضل عن طريق اختيار السبيكة المناسبة للعملية الصحيحة من البداية.