الإجابة المختصرة: كيف يعمل الصب بالقالب
يموت الصب هي عملية تشكيل المعدن حيث يتم حقن المعدن المنصهر تحت ضغط عالٍ في قالب فولاذي مقوى - يسمى القالب - ويتم الاحتفاظ به هناك حتى يتصلب المعدن في الشكل الدقيق للتجويف. بمجرد صلابة القالب، يفتح القالب، وتدفع دبابيس القاذف الجزء للخارج، وتبدأ الدورة مرة أخرى. يمكن لنرد واحد أن يكرر هذا التسلسل مئات الآلاف من المرات قبل أن يبلى.
تُستخدم هذه العملية في المقام الأول مع السبائك غير الحديدية: الألومنيوم والزنك والمغنيسيوم والمعادن القائمة على النحاس. تتراوح ضغوط الحقن عادة من 1500 رطل لكل بوصة مربعة إلى أكثر من 25000 رطل لكل بوصة مربعة ، وهو ما يسمح لصب القوالب بإنتاج أجزاء ذات جدران رقيقة، وتفاوتات مشددة (غالبًا ± 0.002 بوصة)، وتشطيبات سطحية مصبوبة ناعمة دون إجراء عمليات تصنيع واسعة النطاق بعد ذلك.
إذا كنت بحاجة إلى عشرات الآلاف من الأجزاء المعدنية المتطابقة - أقواس السيارات، وأغطية الإلكترونيات، وتركيبات السباكة، ومكونات الأجهزة - فإن صب القوالب هو دائمًا طريقة التصنيع الأكثر فعالية من حيث التكلفة بمجرد استيعاب تكلفة الأدوات الأولية.
عملية الصب يموت خطوة بخطوة
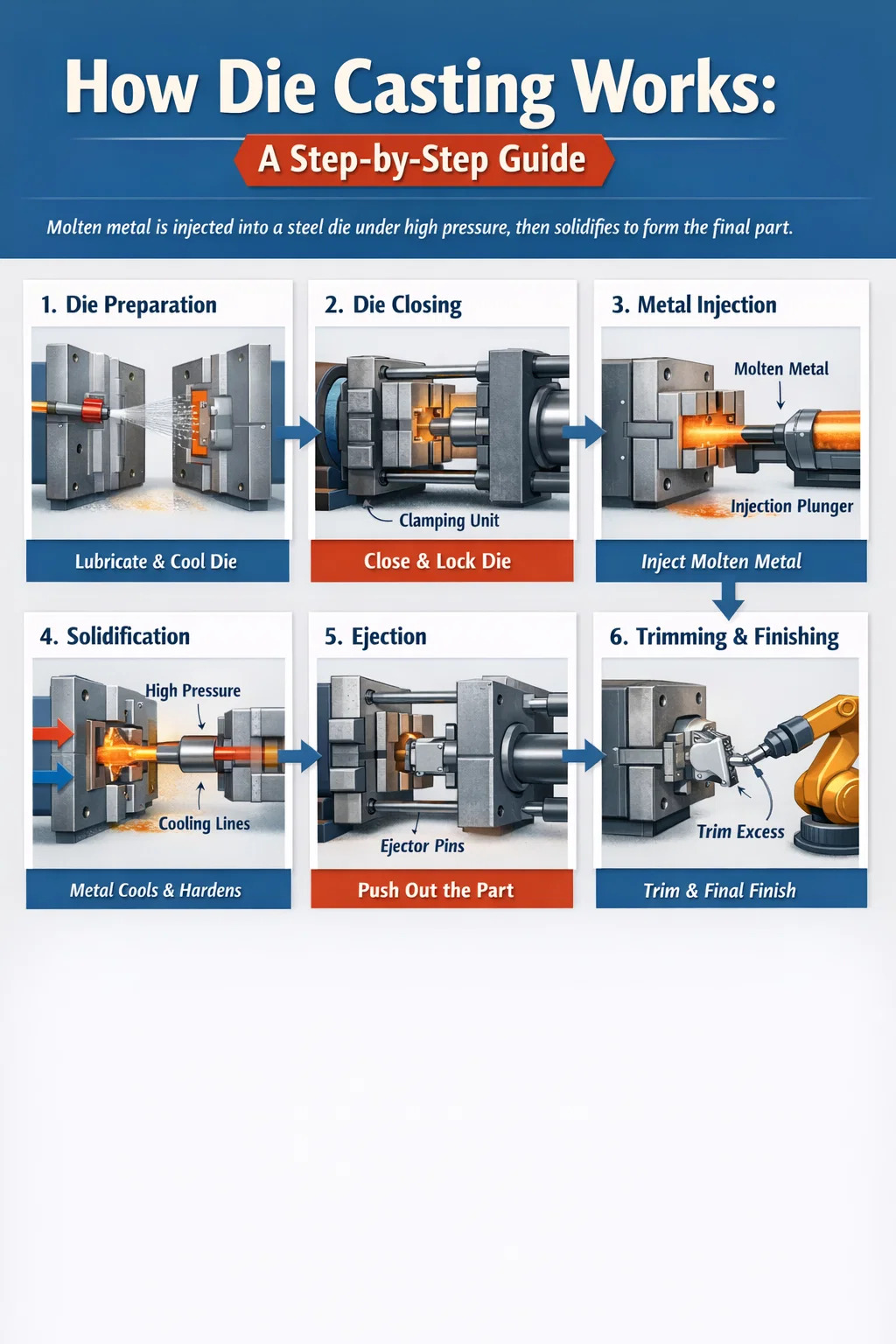
يتطلب فهم كيفية إجراء عملية الصب بالقالب السير خلال كل مرحلة من مراحل دورة الإنتاج. في حين أن الآلات والسبائك المختلفة تقدم اختلافات، فإن التسلسل الأساسي ثابت في جميع أنحاء الصناعة.
الخطوة 1 - تحضير القالب وتشحيمه
قبل كل طلقة، يتم رش نصفي القالب بمادة تشحيم أو عامل تحرير. يخدم هذا غرضين: فهو يساعد على إخراج الصب المتصلب بشكل نظيف دون الالتصاق، كما أنه يبرد سطح القالب قليلاً للحفاظ على المظهر الحراري الثابت. تعد مواد التشحيم ذات الأساس المائي هي الاختيار الأكثر شيوعًا في المتاجر الحديثة لأنها تقلل من الدخان وتتوافق مع اللوائح البيئية. تستغرق دورة الرش عادةً من ثانيتين إلى خمس ثوانٍ ويتم تشغيلها تلقائيًا على الخطوط ذات الحجم الكبير.
الخطوة 2 - إغلاق القالب والتثبيت
تقوم آلة صب القالب بربط نصفي القالب معاً بقوة هائلة. يتم قياس قوة التثبيت هذه بالأطنان ويجب أن تتجاوز القوة التي سيمارسها المعدن المنصهر المضغوط على وجوه القالب أثناء الحقن. آلة ذات وزن 500 طن تُبقي القالب مغلقًا بقوة تثبيت تبلغ 500 طن. تتراوح الآلات من أقل من 100 طن لأجزاء الزنك الصغيرة إلى 4000 طن أو أكثر للمكونات الهيكلية الكبيرة المصنوعة من الألومنيوم. إذا كانت قوة التثبيت غير كافية، يمكن أن ينفجر المعدن المنصهر بين نصفي القالب، مما يؤدي إلى إنشاء زعانف رفيعة على الجزء وربما يؤدي إلى إتلاف الأدوات.
الخطوة 3 - حقن المعادن
هذه هي الخطوة الحاسمة. يتم دفع المعدن المنصهر إلى تجويف القالب من خلال نظام من القنوات - ذباب، ومجاري، وبوابات - تتدفق مباشرة إلى هندسة الجزء. في آلات الغرفة الباردة، يتم سكب طلقة معدنية مقاسة أو صبها تلقائيًا في غلاف طلقة، ويقوم المكبس الهيدروليكي بدفعها للأمام. في آلات الغرفة الساخنة، يتم غمر آلية الحقن في حمام المعدن المنصهر وتسحب شحنة دقيقة مباشرة. يمكن تعديل سرعة الحقن على مراحل: مرحلة أولى بطيئة تملأ نظام العداء، ومرحلة ثانية سريعة تملأ تجويف الجزء لمنع التصلب المبكر. غالبًا ما تتراوح أوقات ملء التجويف نفسه بين 10 و100 مللي ثانية.
الخطوة 4 - التكثيف والتصلب
مباشرة بعد ملء التجويف، تطبق الماكينة ضغطًا مكثفًا - ارتفاعًا ثانويًا في الضغط العالي - لتعبئة المزيد من المعدن وتعويض الانكماش أثناء تصلب المسبوكة. يتم الحفاظ على هذا الضغط لمدة زمنية تتراوح عادةً من ثانية إلى ثلاثين ثانية اعتمادًا على سمك الجدار والسبائك. يعمل القالب نفسه كمشتت للحرارة. وتحمل قنوات التبريد الداخلية الماء أو الزيت الحراري لاستخراج الحرارة بسرعة وباستمرار. يسمح التبريد الأسرع بأوقات دورات أقصر وبنية مجهرية أكثر دقة في الجزء النهائي.
الخطوة 5 – فتح القالب وإخراج الجزء
بمجرد أن يتصلب المعدن بدرجة كافية، تتراجع وحدة التثبيت وينفصل نصف القالب. يبقى الصب على النصف (نصف القاذف) لأن زوايا السحب والهندسة مصممة بهذه الطريقة. دبابيس القاذف - قضبان فولاذية صلبة مثبتة في القالب - تتقدم وتدفع الجزء مجانًا. تترك المسامير علامات شاهدة دائرية صغيرة على الأسطح غير الحرجة للصب. يقوم الروبوت أو المشغل البشري بإزالة الجزء، وتبدأ الدورة من جديد.
الخطوة 6 - التشذيب والتشطيب
يخرج الصب الخام متصلًا بنظام العداء والبوابة، وغالبًا ما يكون به وميض رفيع على طول خطوط الفراق. يقوم قالب القطع الموجود في مكبس هيدروليكي بقطع العدائين والوميض الزائد بضربة واحدة. يعتمد التشطيب الإضافي على التطبيق: السفع بالخردق للأسطح التجميلية، والتصنيع باستخدام الحاسب الآلي للثقوب الملولبة أو التجاويف الدقيقة، والمعالجة الحرارية لسبائك الألومنيوم الهيكلية، وطلاءات الأسطح مثل الأنودة، أو طلاء المسحوق، أو طلاء الكروم.
الغرفة الساخنة مقابل الغرفة الباردة يموت الصب
يناسب كل نوع من الماكينات الرئيسية مجموعة مختلفة من السبائك. سيؤدي اختيار النوع الخاطئ لمادة معينة إلى تدمير الماكينة أو إنتاج أجزاء ذات جودة رديئة.
| ميزة | الغرفة الساخنة | الغرفة الباردة |
|---|---|---|
| موقع نظام الحقن | مغمورة في المعدن المنصهر | منفصلة عن الفرن |
| سبائك متوافقة | الزنك، المغنيسيوم، الرصاص، القصدير | الألومنيوم والنحاس والمغنيسيوم (درجة الحرارة العالية) |
| سرعة الدورة | أسرع (حتى 18 طلقة/دقيقة للزنك) | أبطأ (المغرفة اليدوية تضيف الوقت) |
| الحد الأقصى لضغط الحقن | ~2500 رطل لكل بوصة مربعة | ما يصل إلى 25000 رطل لكل بوصة مربعة |
| نطاق حجم الجزء | صغيرة إلى متوسطة | صغيرة إلى كبيرة جدًا |
| ميل المسامية | أقل | معتدل (تدار عن طريق التحكم في العمليات) |
لا يمكن استخدام آلات الحجرة الساخنة مع الألومنيوم لأن الألومنيوم يذيب الحديد عند درجات حرارة الصب النموذجية، مما يهاجم بسرعة معقوفة الفولاذ والمكبس في نظام الحقن المغمور. تعد آلات الغرفة الباردة هي الاختيار الصحيح لصب قوالب الألومنيوم - حيث يتم صهر المعدن في فرن احتجاز منفصل ولا يدخل إلا إلى غلاف الطلقة مباشرة قبل الحقن، مما يحد من وقت التعرض.
المواد المستخدمة في الصب يموت
إن اختيار السبائك يقود تقريبًا كل القرارات الأخرى في العملية - نوع الماكينة، مادة القالب، وقت الدورة، وخصائص الجزء النهائي. هذه هي العائلات الأربع الأكثر شيوعًا في عمليات صب القوالب التجارية.
سبائك الألومنيوم
حسابات الألومنيوم تقريبا 80% من إجمالي إنتاج قوالب الصب بالوزن في أمريكا الشمالية. السبائك الأكثر استخدامًا هي A380 وA383 وA360. توفر طائرة A380 توازنًا ممتازًا بين قابلية الصب والقوة (قوة الشد القصوى حوالي 47000 رطل لكل بوصة مربعة) ومقاومة التآكل، مما يجعلها الخيار الافتراضي لمساكن السيارات والإلكترونيات الاستهلاكية. تعد الكثافة المنخفضة للألمنيوم - حوالي ثلث كثافة الفولاذ - محركًا رئيسيًا للطلب حيث يبحث صانعو السيارات عن مكونات خفيفة الوزن لتحقيق أهداف الاقتصاد في استهلاك الوقود ونطاق المركبات الكهربائية. الجانب السلبي هو ارتفاع درجة حرارة الصب (حوالي 1200 درجة فهرنهايت / 650 درجة مئوية)، مما يقلل من عمر القالب مقارنة بالزنك.
سبائك الزنك
يتم صب سبائك الزنك (Zamak 3، Zamak 5، ZA-8) في درجات حرارة أقل بكثير (حوالي 780 درجة فهرنهايت / 415 درجة مئوية)، مما يمنح الأدوات عمرًا أطول بشكل كبير - غالبًا أكثر من مليون طلقة مقابل 100000-400000 لقوالب الألومنيوم. يمكن صب أجزاء الزنك بجدران رفيعة للغاية (تصل إلى 0.4 مم) وتفاصيل سطحية دقيقة للغاية، ولهذا السبب يتم استخدامها في الأجهزة المزخرفة، وأجسام الأقفال، والمكونات الميكانيكية الصغيرة الدقيقة. يعتبر الزنك أكثر كثافة من الألومنيوم ولكن تكاليف المعالجة المنخفضة وعمر الأداة الأطول غالبًا ما يجعله أكثر اقتصادا بالنسبة للأجزاء الصغيرة كبيرة الحجم.
سبائك المغنيسيوم
المغنيسيوم هو أخف معدن هيكلي يتم صبه عادة، وهو أخف بنسبة 33% تقريبًا من الألومنيوم من حيث الحجم. تُستخدم السبائك مثل AZ91D وAM60B في الهياكل الداخلية للسيارات، وهياكل الكمبيوتر المحمول، وهياكل الأدوات الكهربائية حيث يكون الوزن هو المحرك الأساسي. يمكن معالجة المغنيسيوم إما في آلات الغرفة الساخنة أو الباردة اعتمادًا على السبيكة المحددة وحجم الجزء المطلوب. أحد الاعتبارات الهامة المتعلقة بالإنتاج: المغنيسيوم قابل للاشتعال في شكل مقسم بدقة، لذا تتطلب الخردة والرقائق معالجة دقيقة وأنظمة مخصصة لإخماد الحرائق في المنشأة.
السبائك القائمة على النحاس (النحاس والبرونز)
تتطلب سبائك النحاس أعلى درجات حرارة الصب — غالبًا ما تتجاوز 1650 درجة فهرنهايت (900 درجة مئوية) — مما يقلل بشكل كبير من عمر القالب ويزيد من تكاليف الطاقة. ومع ذلك، توفر المسبوكات المصنوعة من النحاس والبرونز مقاومة ممتازة للتآكل، وموصلية كهربائية جيدة، ومظهرًا متميزًا يجعلها ذات قيمة في تركيبات السباكة، والموصلات الكهربائية، والأجهزة المعمارية. يمثل صب سبائك النحاس حصة صغيرة ولكنها ثابتة من إجمالي الإنتاج لأنه لا توجد مادة أخرى تتطابق مع مجموعة خصائصها بتكلفة مماثلة للأجزاء متوسطة الحجم.
تصميم القالب والأدوات
القالب هو العنصر الأكثر كثافة في رأس المال في عملية الصب بالقالب، ويحدد تصميمه بشكل مباشر جودة الجزء ووقت الدورة واقتصاديات الإنتاج. سوف يتسبب القالب ذو التصميم السيئ في حدوث مشكلات لا يمكن لأي قدر من ضبط الماكينة إصلاحها بالكامل.
مواد يموت
يتم تصنيع أدوات الصب بالقالب بشكل عالمي تقريبًا من الفولاذ H13 لأدوات العمل الساخن، ويتم تصليده إلى ما يقرب من 44-48 HRC. تم اختيار H13 لأنه يقاوم التعب الحراري - التسخين والتبريد المتكرر الذي قد يؤدي إلى تشقق الفولاذ الأقل خلال آلاف الدورات. يمكن للدرجات الممتازة من H13 مع ضوابط كيميائية أكثر صرامة ومعالجة إعادة صهر القوس الفراغي (VAR) أن تطيل عمر القالب بشكل كبير. بالنسبة لإنتاج الألمنيوم بكميات كبيرة جدًا، تستخدم بعض العمليات الفولاذ المعدل مثل DIN 1.2367 أو الدرجات الخاصة التي طورها موردو الأدوات.
تصميم نظام البوابات والعداء
حيث يدخل المعدن إلى التجويف - موقع البوابة - يتحكم في نمط التعبئة، وانحباس الهواء، والانكماش. أصبحت برامج المحاكاة (Magmasoft، ProCAST، Flow-3D) الآن ممارسة قياسية لتصميم القالب، مما يسمح للمهندسين بوضع نموذج لتدفق المعدن، والتنبؤ بالإغلاق البارد، وتحديد المكان الذي من المحتمل أن تتشكل فيه المسامية، وتحسين وضع البوابة وبئر الفائض قبل قطع قطعة واحدة من الفولاذ. عادةً ما يوفر الاستثمار في المحاكاة قبل تصنيع الأدوات أكثر بكثير من تكلفتها من خلال اكتشاف المشكلات التي قد تتطلب تعديلات باهظة الثمن على القالب.
مشروع الزوايا وخطوط الفراق
يجب أن يكون لكل جدار رأسي في قالب صب زاوية مسودة - مستدق قليلاً - للسماح للجزء بالتحرر من القالب دون سحب أو التصاق. تتراوح زوايا السحب النموذجية من 1 درجة إلى 3 درجات للأسطح الخارجية ومن 2 درجة إلى 5 درجات للنوى الداخلية. الجدران الخالية من المسودة ممكنة نظريًا باستخدام طبقات خاصة أو حيل هندسية ولكنها تضيف تكلفة ومخاطر. خط الفراق هو المكان الذي يلتقي فيه نصفا القالب؛ يؤدي تحديد موقعه بشكل صحيح إلى تقليل الوميض وتبسيط عملية إنشاء الأداة ويجعل التحكم في الأسطح التجميلية أسهل.
تصميم نظام التبريد
تحمل قنوات التبريد الداخلية التي يتم حفرها من خلال قالب الفولاذ مياهًا يتم التحكم في درجة حرارتها. يحدد موضعها بالنسبة للأجزاء السميكة من الجزء، حيث تتركز الحرارة، مدى صلابة الصب ومدى سرعة تشغيل الدورة. يتم تصنيع التبريد المطابق - القنوات التي تتبع محيط تجويف القالب بدلاً من حفرها بشكل مستقيم - بشكل متزايد من خلال إدخالات التصنيع الإضافية، مما يسمح باستخلاص حرارة أكثر قوة في المناطق الحرجة وتقليل وقت الدورة بنسبة 15-25% في بعض التطبيقات.
معلمات العملية الرئيسية وكيفية التحكم فيها
إن عملية الصب بالقالب ليست عملية ضبط ونسيان. تتطلب العملية المستقرة وعالية الجودة مراقبة ومراقبة نشطة لمجموعة من المتغيرات المترابطة.
- درجة حرارة المعدن: الساخن جدًا يزيد من مسامية الانكماش وتآكل القالب؛ بارد جدًا يسبب أخطاء في التشغيل وإغلاقًا باردًا. يُسكب الألومنيوم عادةً عند درجة حرارة 1250 درجة فهرنهايت - 1350 درجة فهرنهايت (677 درجة مئوية - 732 درجة مئوية) اعتمادًا على هندسة الجزء وسمك الجدار.
- سرعة الحقن: سرعة المرحلة الأولى (البطيئة) تملأ العداء؛ سرعة المرحلة الثانية (السريعة) تملأ التجويف. سرعة البوابة - السرعة التي يمر بها المعدن عبر البوابة إلى الجزء - تستهدف عادةً ما بين 100 و180 قدم/ثانية للألمنيوم.
- تكثيف الضغط: يتم تطبيق هذا الضغط مباشرة بعد ملء التجويف، حيث يقوم بتغليف المعدن المتصلب لتقليل فراغات الانكماش. تتراوح ضغوط التكثيف النموذجية للألمنيوم بين 8000 و15000 رطل لكل بوصة مربعة.
- يموت درجة الحرارة: يجب أن يصل القالب إلى التوازن الحراري ويحافظ عليه - عادة 300 درجة فهرنهايت - 500 درجة فهرنهايت (150 درجة مئوية - 260 درجة مئوية) للألمنيوم - قبل تشغيل أجزاء الإنتاج. يسبب القالب البارد عيوبًا سطحية؛ يعمل القالب المحموم على إطالة وقت الدورة وتسريع التعب الحراري.
- مساعدة الفراغ: تستخدم بعض أدوات صب القوالب خطوطًا مفرغة متصلة بتجويف القالب لإخلاء الهواء قبل الحقن. تؤدي إزالة الهواء إلى تقليل مسامية الغاز وتسمح بسرعات حقن أعلى دون حبس الغاز في الجزء - وهو أمر مهم بشكل خاص للمكونات الهيكلية التي سيتم معالجتها بالحرارة أو لحامها.
تسجل آلات صب القوالب الحديثة بيانات عملية كل لقطة - موضع المكبس، والسرعة، ومنحنيات الضغط - في الوقت الفعلي. تشير مخططات التحكم في العمليات الإحصائية إلى أن المعلمات تنجرف خارج الحدود المحددة، مما يسمح لمهندسي العمليات بتصحيح المشكلات قبل ارتفاع معدلات الخردة.
العيوب الشائعة في الصب وأسبابها
يعد فهم آليات الخلل أمرًا أساسيًا لاستكشاف أخطاء العملية وإصلاحها. تعود معظم العيوب إلى مجموعة صغيرة نسبيًا من الأسباب الجذرية.
المسامية
عيب الصب يموت الأكثر شيوعا. يوجد نوعان: مسامية الغاز، الناتجة عن الهواء أو الهيدروجين المذاب المحصور أثناء التعبئة، ومسامية الانكماش، الناتجة عن عدم كفاية المعدن لتغذية الأجزاء المتقلصة أثناء تصلبها. تظهر مسامية الغاز عادة على شكل فراغات مستديرة بالقرب من السطح أو في المناطق الأخيرة التي تم ملؤها. تظهر مسامية الانكماش على شكل فراغات خشنة غير منتظمة في مقاطع عرضية سميكة. تشمل العلاجات المساعدة في التفريغ، والتصميم الأمثل للبوابة، وضبط ضغط التكثيف، وتقليل سمك الجدار من خلال إعادة تصميم الأجزاء.
الإغلاقات الباردة والأخطاء
يظهر الإغلاق البارد كخط مرئي على سطح الصب حيث تلتقي واجهتا التدفق المعدني ولكنهما لم تندمجا بشكل صحيح لأنها بردت كثيرًا قبل الانضمام. الخطأ في التشغيل هو ملء غير مكتمل، وهو جزء من التجويف الذي ببساطة لم يحصل على ما يكفي من المعدن قبل أن يتصلب. كلاهما ناتج عن عدم كفاية درجة حرارة المعدن، أو سرعة الحقن المنخفضة جدًا، أو عدم كفاية حجم المعدن، أو التبريد المفرط للقالب. عادةً ما تؤدي زيادة درجة حرارة المعدن أو سرعة الحقن أو وزن الطلقة إلى حل هذه العيوب.
اللحام ويموت التآكل
يحدث اللحام عندما تلتصق سبائك الألومنيوم بفولاذ القالب، مما يؤدي إلى سحب المواد من سطح الجزء عند الطرد وفي النهاية تراكم الرواسب على القالب. يتم تشغيله بواسطة التفاعل الكيميائي بين الألومنيوم المنصهر والحديد في فولاذ القالب، ويتم تسريعه بواسطة درجة حرارة المعدن العالية وسرعة البوابة العالية التي تؤثر على نفس سطح القالب بشكل متكرر. تعمل الطلاءات الواقية (النيترة، وطلاءات PVD مثل TiAlN)، والتحكم في درجة حرارة القالب، والتشحيم الأمثل على تقليل تردد اللحام. تتطلب الحالات الشديدة تلميع القالب أو إصلاح اللحام.
فلاش
الفلاش عبارة عن زعنفة معدنية رفيعة تنبثق بين نصفي القالب أو حول دبابيس القاذف. وينتج ذلك عن عدم كفاية قوة التثبيت، أو تآكل أسطح خطوط الفصل أو تلفها، أو ضغط الحقن الزائد. تتم إزالة الفلاش الصغير في مكبس القطع؛ يشير الفلاش المستمر إلى وجود مشكلة في معلمة الجهاز أو القالب أو العملية التي تحتاج إلى تصحيح قبل أن تتفاقم.
الاختلافات وطرق الصب بالقالب المتقدمة
إلى جانب الصب التقليدي بالضغط العالي بالقالب، تتناول العديد من متغيرات العملية متطلبات أجزاء محددة أو أهداف الجودة التي لا يمكن للصب القياسي تلبيتها.
فراغ يموت الصب
يقوم صب القالب الفراغي بإخلاء الهواء من تجويف القالب مباشرة قبل الحقن من خلال صمامات فراغ مخصصة. يتم تقليل ضغط الهواء المتبقي في التجويف إلى أقل من 50 ملي بار في الأنظمة المتقدمة. والنتيجة هي مسامية غاز أقل بشكل كبير، مما يسمح بمعالجة المسبوكات بالحرارة (T5 أو T6) ولحامها - وهي إمكانيات لا يمكن للصب القياسي تحقيقها بشكل موثوق. يتم تصنيع أجزاء السيارات الهيكلية مثل أبراج الصدمات والأعمدة B ومرفقات البطاريات بهذه الطريقة بشكل متزايد.
صب القوالب شبه الصلبة (Thixocasting وRheocasting)
في المعالجة شبه الصلبة، يتم حقن المعدن عند درجة حرارة بين السائل والصلب - في حالة صلبة جزئيًا تشبه الملاط. نظرًا لأن المعدن أكثر لزوجة ويملأ القالب بطريقة أقل اضطرابًا وأكثر صفائحية، يتم تقليل انحباس الغاز بشكل كبير. يمكن أن تقترب الأجزاء التي يتم إنتاجها عن طريق إعادة الصب أو الصهر من مستويات المسامية للأجزاء المزورة في بعض الأشكال الهندسية. تعتبر هذه العملية أكثر تعقيدًا وتكلفة تشغيلية من عملية الصب بالقالب التقليدية، لذا فهي مخصصة للمكونات عالية القيمة في مجال الطيران ورياضة السيارات وتطبيقات السيارات المتميزة.
صب الضغط
يستخدم الصب بالضغط سرعات حقن أقل بكثير ولكن يتم تطبيق ضغط مرتفع جدًا (غالبًا 10.000-30.000 رطل لكل بوصة مربعة) ويتم الاحتفاظ به طوال عملية التصلب. يعمل الضغط المرتفع المستمر على قمع المسامية وتحسين البنية المجهرية، مما ينتج عنه مصبوبات ذات خواص ميكانيكية تقترب من تلك الخاصة بالمطروقات. تعتبر عجلات الألمنيوم للمركبات عالية الأداء من تطبيقات الصب بالضغط الشائعة. تكون أوقات الدورات أطول من الصب بالقالب التقليدي، وتتطلب العملية تصميمًا أكثر دقة للقالب لتوزيع الضغط.
البث الضخم (Gigacasting)
تطور حديث مدفوع إلى حد كبير بصناعة السيارات الكهربائية، يستخدم الصب الضخم آلات يبلغ وزنها 6000 طن أو أكبر لإنتاج مصبوبات هيكلية من الألومنيوم واحدة تحل محل مجموعات العشرات من الأجزاء الفولاذية المختومة والملحومة. قامت شركة تسلا بنشر هذا النهج من خلال صب الجزء السفلي من الجزء الخلفي من السيارة، والذي يجمع ما يقرب من 70 جزءًا فرديًا في لقطة واحدة. يقوم العديد من صانعي السيارات الآخرين الآن بتكليف أو تشغيل خلايا صب قوالب كبيرة الحجم مماثلة. تعتمد الحالة الاقتصادية على انخفاض عدد الأدوات، وخطوط التجميع الأكثر بساطة، وانخفاض تكاليف الانضمام، على الرغم من أن ذلك يتطلب استثمارًا كبيرًا جدًا في الماكينات مقدمًا.
يموت الصب مقابل عمليات صب المعادن الأخرى
إن عملية الصب بالقالب ليست الطريقة الوحيدة لصب الأجزاء المعدنية، وهي ليست دائمًا الطريقة الصحيحة. إن فهم المكان المناسب بالنسبة للبدائل يساعد في اختيار العملية الصحيحة لمشروع معين.
| عملية | تكلفة الأدوات | تكلفة الجزء الواحد (حجم كبير) | دقة الأبعاد | أفضل ل |
|---|---|---|---|---|
| صب القالب بالضغط العالي | عالية (20 ألف دولار – 200 ألف دولار) | منخفض جدًا | ممتاز | الأجزاء غير الحديدية ذات الحجم الكبير |
| صب القالب الدائم | معتدل | منخفض | جيد | حجم متوسط، جدران أكثر سمكًا |
| صب الاستثمار | معتدل | عالية | عالية جدا | الهندسة المعقدة والسبائك الحديدية والفضاء |
| صب الرمل | منخفض | معتدل to high | فقير إلى عادل | منخفض volume, large parts, iron/steel |
عادة ما يعتمد القرار على الحجم. عادةً ما تتكلف أدوات صب القوالب لجزء من الألومنيوم ما بين 30.000 دولار و150.000 دولار اعتمادًا على التعقيد. يعد هذا الاستثمار منطقيًا عند إنتاج 50 ألف قطعة أو أكثر سنويًا، ولكن من الصعب تبريره لبضع مئات من الوحدات. بالنسبة للإنتاج منخفض الحجم، يكون صب الرمل أو صب الاستثمار أكثر اقتصادا على الرغم من أن تكلفة الجزء الواحد أعلى. بالنسبة للسبائك الحديدية (الصلب والحديد)، لا يتم استخدام الصب بالقالب بشكل عام على الإطلاق - فالصب الاستثماري، أو صب الرمل، أو الحدادة هي الخيارات المناسبة.
الصناعات والتطبيقات حيث يهيمن الصب يموت
إن الجمع بين السرعة والدقة والقدرة على الشكل الصافي في قالب الصب جعلها عملية التصنيع الافتراضية لمجموعة واسعة من فئات المنتجات عبر صناعات متعددة.
- السيارات: كتل المحرك (في بعض التكوينات)، ومبيتات ناقل الحركة، وأجسام مضخات الزيت، وتجميعات الأقواس، ومقابض الأبواب، وأغطية المرايا، والعجلات (صب الضغط)، ومكونات هيكلية كبيرة الحجم باللون الأبيض. السيارات هي أكبر سوق منفردة لصب القوالب، حيث تمثل أكثر من 50% من إنتاج أمريكا الشمالية من حيث القيمة.
- الالكترونيات الاستهلاكية: يستفيد هيكل الكمبيوتر المحمول والكمبيوتر اللوحي، والإطارات الداخلية للهواتف الذكية، وهياكل الكاميرا، وهياكل المشتت الحراري من مزيج الألومنيوم من الخفة، والتوصيل الحراري، والصلابة الهيكلية.
- المعدات الصناعية: يتم إنتاج أغطية علبة التروس، وأجسام المضخات، وأغطية المحركات، وأجسام الصمامات بكميات كبيرة مع سماكة جدار ثابتة وسلامة محكمة الضغط.
- البنية التحتية للاتصالات: تستخدم حاويات المحطة الأساسية 5G ومكونات إدارة الحرارة صب الألومنيوم لمزيجها من الحماية الكهرومغناطيسية الكهرومغناطيسية والأداء الحراري واستقرار الأبعاد.
- السباكة والتكييف: يتم تركيب التركيبات والصمامات والكتل المتشعبة المصنوعة من النحاس والألومنيوم بالملايين كل عام في البناء السكني والتجاري.
- الأدوات والأجهزة الكهربائية: تعتمد علب المحركات، وعلب التروس، والإطارات الهيكلية للأدوات الكهربائية، ومعدات العشب، والأجهزة المنزلية على صب القوالب للحصول على تفاوتات مشددة وتشطيب جيد للأسطح بمعدلات إنتاج عالية.
ما يمكن توقعه من حيث التفاوتات والتشطيب السطحي ومدة التسليم
يحتاج المشترون والمهندسون الذين يحددون الأجزاء المصبوبة إلى توقعات واقعية بشأن ما يمكن وما لا يمكن أن تحققه العملية بدون عمليات ثانوية.
التسامح الأبعاد
يحقق الصب بالقالب تفاوتات أكثر صرامة من صب الرمل أو صب القالب الدائم، ولكنها ليست عملية تصنيع دقيقة. تعد تفاوتات الصب التي تتراوح من ±0.003 إلى ±0.005 بوصة لكل بوصة نموذجية بالنسبة للألمنيوم. الميزات التي تتطلب تحكمًا أكثر صرامة - تجاويف المحامل، ومواضع الفتحات الملولبة، وأسطح التزاوج - تحتاج إلى تصنيع باستخدام الحاسب الآلي بعد الصب. تنشر جمعية أمريكا الشمالية لصب القوالب (NADCA) معايير التسامح التفصيلية التي تعتبر مرجع الصناعة لتحديد أجزاء القالب.
الانتهاء من السطح
عادةً ما تكون الأسطح المصبوبة على الألومنيوم المصبوب في حدود 63-125 را ميكرو بوصة (1.6-3.2 را ميكرومتر)، وهي ناعمة بدرجة كافية لمعظم الأغراض الوظيفية والتجميلية دون مزيد من التشطيب. يمكن لقوالب الزنك أن تحقق أسطحًا مصبوبة أكثر دقة وتأخذ الطلاء الكهربائي مباشرة، مما يجعلها مفضلة للأجهزة الزخرفية التي ستكون مطلية بالكروم أو النيكل.
مهلة الأدوات والمهلة الجزئية
عادةً ما يستغرق تصنيع الأدوات لقالب صب الألومنيوم المعقد إلى حد ما من 8 إلى 14 أسبوعًا من الموافقة على التصميم إلى اللقطات الأولى. يمكن إكمال الأدوات البسيطة بشكل أسرع؛ يمكن أن تستغرق القوالب الكبيرة أو متعددة التجاويف أو المعقدة من 16 إلى 20 أسبوعًا. بمجرد إثبات الأدوات وبدء الإنتاج، تعتمد المهل الزمنية للأجزاء على كميات التشغيل والجدولة ولكنها عادةً ما تتراوح بين 3 إلى 6 أسابيع للطلبات القياسية. يمكن للخطوط المخصصة كبيرة الحجم شحن الأجزاء بإشعار أقصر بمجرد تحديد جدول الإنتاج.