الطريقتان الأساسيتان للصب بالقالب: الغرفة الساخنة والغرفة الباردة
الطريقتان الأساسيتان لصب القوالب هما صب القالب بالغرفة الساخنة و صب الغرفة الباردة . تشترك هاتان العمليتان في نفس الهدف الأساسي - وهو دفع المعدن المنصهر إلى قالب فولاذي مقوى تحت ضغط عالٍ لإنتاج أجزاء دقيقة وقابلة للتكرار - لكنهما تختلفان بشكل كبير في كيفية صهر المعدن ومعالجته وحقنه. يمكن أن يؤدي اختيار الطريقة الخاطئة لسبائكك أو هندسة الأجزاء إلى ضعف التعبئة، والمسامية المفرطة، والتآكل المبكر للقالب، ومعدلات الخردة المكلفة. إن فهم ما يفصل بين هاتين الطريقتين هو نقطة البداية لأي قرار جدي بشأن صب القالب.
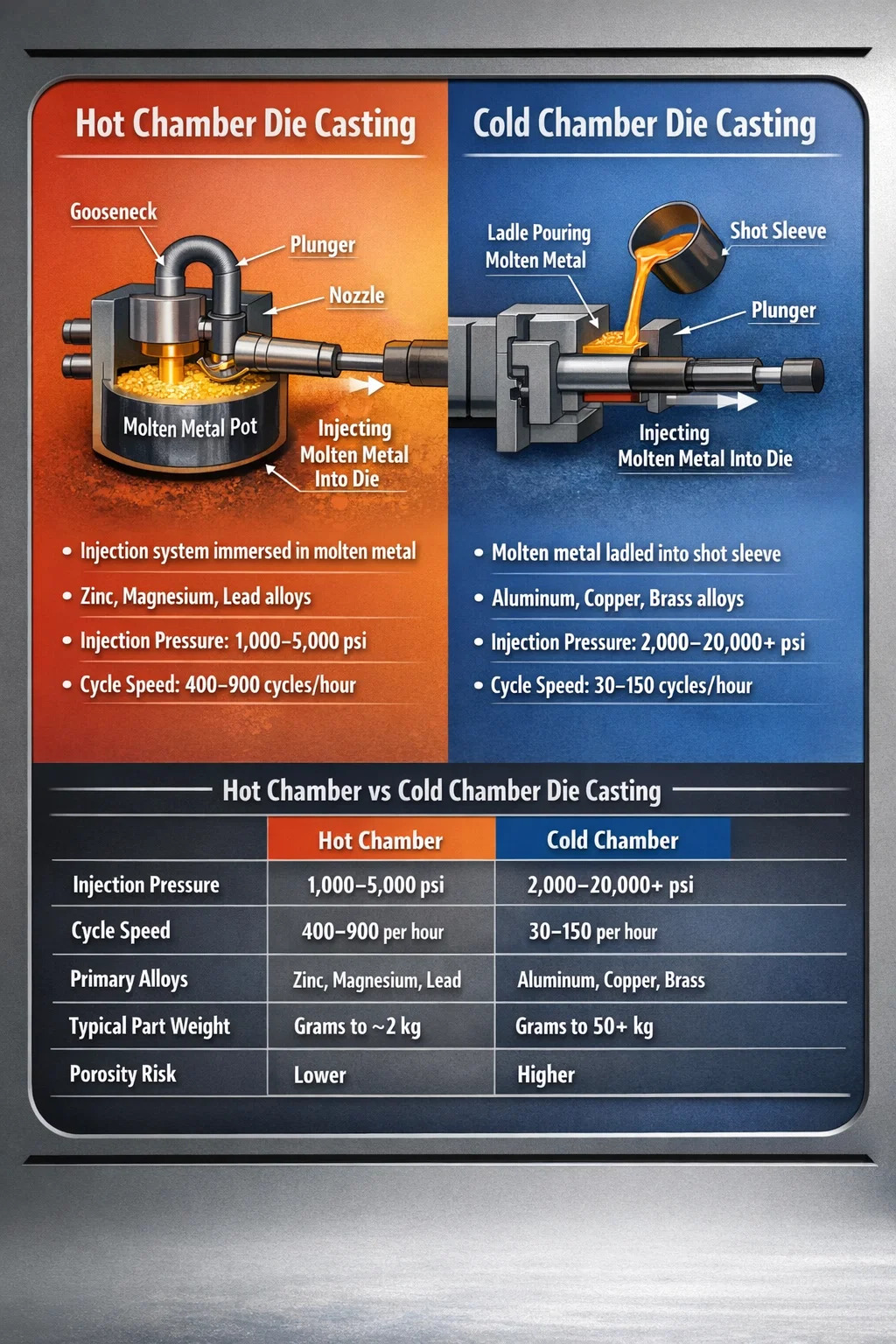
في الغرفة الساخنة يموت الصب يتم غمر آلية الحقن مباشرة في حمام المعدن المنصهر. تقوم الآلة بسحب المعدن إلى الأسطوانة تلقائيًا وحقنه في القالب في دورة مستمرة وسريعة. في عملية الصب بالقالب في الغرفة الباردة، يتم صهر المعدن في فرن منفصل ثم يتم غرفه - يدويًا أو تلقائيًا - في غلاف الطلقة قبل كل دورة حقن. تحتوي كل طريقة على سبائك محددة تتعامل معها بشكل جيد، ونطاقات ضغط محددة تعمل ضمنها، وأحجام إنتاج محددة حيث يكون ذلك منطقيًا من الناحية الاقتصادية.
صب القالب بالغرفة الساخنة: كيف تعمل العملية
تحافظ عملية الصب بالغرفة الساخنة - والتي تسمى أحيانًا الصب المعقوفة - على نظام الحقن مغمورًا بشكل دائم في وعاء من المعدن المنصهر. المكونات الأساسية هي قناة معدنية على شكل معقوفة، ومكبس، وفوهة توضع مباشرة على القالب. عندما يتراجع المكبس، يتدفق المعدن المنصهر عبر منفذ إلى عنق الإوز. عندما يتقدم المكبس، فإنه يغلق المنفذ ويدفع المعدن عبر الفوهة إلى تجويف القالب عند ضغوط تتراوح عادة من 1000 إلى 5000 رطل لكل بوصة مربعة (7 إلى 35 ميجاباسكال) .
نظرًا لأن المعدن لا يترك النظام الساخن أبدًا بين الطلقات، فإن الدورة سريعة للغاية. تحقق آلات الغرفة الساخنة بشكل روتيني 400 إلى 900 دورة في الساعة للأجزاء الصغيرة، مما يجعلها مناسبة تمامًا لإنتاج كميات كبيرة من المكونات مثل الموصلات الكهربائية، وأغطية المكربن، وأجهزة القفل، وأجزاء الألعاب. يؤدي التخلص من خطوة المغرفة المنفصلة إلى تقليل وقت الدورة وخطر اختلاف درجة الحرارة بين اللقطات.
سبائك متوافقة مع صب الغرفة الساخنة
يقتصر الصب بالقالب بالغرفة الساخنة على السبائك ذات نقطة الانصهار المنخفضة التي لا تهاجم أو تذيب مكونات الحديد والصلب في نظام الحقن. المواد الأكثر شيوعًا هي:
- سبائك الزنك (زاماك 2، 3، 5، 7) - الأكثر استخدامًا على نطاق واسع، مع نقاط انصهار تبلغ حوالي 380-420 درجة مئوية
- سبائك المغنيسيوم (AZ91D، AM60) - تُستخدم بشكل متزايد في أنظمة الغرف الساخنة ذات تصميمات الآلات المتخصصة
- سبائك الرصاص والقصدير - تستخدم في التطبيقات المتخصصة ذات الحجم المنخفض
لا يمكن معالجة الألومنيوم والنحاس والنحاس الأصفر في آلات الغرفة الساخنة. درجات حرارة الانصهار المرتفعة - الألومنيوم ينصهر عند حوالي 660 درجة مئوية، والنحاس عند حوالي 900 درجة مئوية - ستؤدي بسرعة إلى إذابة المكونات القائمة على الحديد في المعقوفة والمكبس، مما يؤدي إلى تدمير الماكينة وتلويث المصهور خلال ساعات من التشغيل.
حمولة الماكينة وحجم الجزء في عمليات الغرفة الساخنة
تتوفر آلات الغرفة الساخنة بشكل عام في قوى التثبيت من أقل من 5 طن حتى 900 طن تقريبًا على الرغم من أن غالبية أعمال الغرفة الساخنة تتم على آلات تتراوح طاقتها من 5 إلى 400 طن. عادةً ما تتراوح أوزان أجزاء مصبوبات الزنك من بضعة جرامات إلى حوالي 2 كجم، على الرغم من إمكانية استخدام أجزاء أثقل في الآلات الأكبر حجمًا. إن الجدران الرفيعة التي يمكن تحقيقها باستخدام الزنك - التي يصل سمكها بشكل روتيني إلى 0.5 مم في الأدوات الدقيقة - تجعل من عملية صب الحجرة الساخنة هي العملية المفضلة للمكونات المصغرة والمفصلة.
صب القالب بالغرفة الباردة: كيف تعمل العملية
يفصل صب القالب بالغرفة الباردة فرن الصهر بالكامل عن نظام الحقن. يتم صهر المعدن في فرن احتجاز خارجي، ثم يتم نقله - بواسطة مغرفة يدوية، أو مغرفة أوتوماتيكية، أو مضخة كهرومغناطيسية - إلى غلاف أفقي أو رأسي. بمجرد وصول الحجم الصحيح من المعدن إلى الغلاف، يتقدم مكبس الحقن ويدفع المعدن إلى داخل القالب عند ضغوط أعلى بكثير من معدات الحجرة الساخنة: عادة من 2000 إلى 20000 رطل لكل بوصة مربعة (14 إلى 140 ميجا باسكال) ، مع تجاوز بعض عمليات الضغط العالي هذا النطاق بالنسبة لأجزاء الألمنيوم ذات الجدران الرقيقة.
إن فصل الفرن عن الآلة يعني أن مكونات الحقن لا تتعرض بشكل مستمر للمعادن المنصهرة. يتم كشفها فقط خلال اللحظة القصيرة من اللقطة، مما يسمح باستخدام المعادن التي من شأنها تدمير نظام الغرفة الساخنة. المقايضة هي دورة زمنية أبطأ - حيث تعمل معظم عمليات الغرف الباردة من 30 إلى 150 طلقة في الساعة اعتمادًا على وزن الجزء، وسمك الجدار، والسبائك - وخطوات العملية الإضافية التي يمكن أن تؤدي إلى تغيرات في درجة الحرارة إذا لم يتم التحكم فيها بعناية.
السبائك المستخدمة في الصب بالغرفة الباردة
يتعامل الصب بالقالب بالغرفة الباردة مع مجموعة واسعة من السبائك ذات درجات حرارة انصهار أعلى، بما في ذلك:
- سبائك الألومنيوم (A380، A383، A360، ADC12) - المادة السائدة في أعمال الغرف الباردة، وتستخدم في صناعة السيارات والفضاء والإلكترونيات الاستهلاكية
- سبائك النحاس والنحاس - يستخدم لمكونات السباكة والموصلات الكهربائية والأجهزة البحرية حيث تكون مقاومة التآكل والقوة مهمة
- سبائك المغنيسيوم (AZ91D، AM50) - شائع بشكل متزايد في الغرف الباردة للأجزاء الهيكلية الكبيرة، على الرغم من أن المغنيسيوم قابل للمعالجة أيضًا في أنظمة الغرف الساخنة
- تومباك السيليكون وسبائك النحاس المتخصصة - تستخدم في التطبيقات الدقيقة المتخصصة
سبائك الألومنيوم A380 هي سبيكة الصب بالقالب الأكثر استخدامًا على نطاق واسع في العالم، ويتم معالجتها بالكامل تقريبًا من خلال آلات الغرفة الباردة. إنها توفر مزيجًا ممتازًا من قابلية الصب، والقوة الميكانيكية (قوة الشد حوالي 317 ميجا باسكال)، ومقاومة التآكل، والتكلفة، وهذا هو السبب في أنها تهيمن على صب هياكل السيارات، والمشتتات الحرارية، وأغطية المحركات.
حمولة الماكينة ومقياس الجزء
حجم آلات الغرفة الباردة أكبر بكثير من معدات الغرفة الساخنة. تتراوح قوى التثبيت من حولها 150 طنًا حتى 6000 طنًا أو أكثر لآلات الصب الضخمة المستخدمة الآن في تطبيقات البث الضخم للسيارات. يمكن لمكبس الغرفة الباردة بوزن 4000 طن الذي تستخدمه شركة تصنيع السيارات إنتاج قسم سفلي خلفي كامل للمركبة - عبارة عن قالب ألومنيوم واحد يحل محل أكثر من 70 قطعة فولاذية مختومة وملحومة - في طلقة واحدة. قامت شركة Tesla بتعميم هذا النهج من خلال تقنية Giga Press الخاصة بها، ومنذ ذلك الحين تم اعتماد هذا النهج من قبل العديد من مصنعي المعدات الأصلية في جميع أنحاء العالم.
المقارنة المباشرة: الغرفة الساخنة مقابل الغرفة الباردة يموت الصب
يلخص الجدول أدناه الاختلافات الحاسمة بين طريقتي الصب عبر المعلمات الأكثر أهمية في تخطيط الإنتاج:
| المعلمة | الغرفة الساخنة | الغرفة الباردة |
|---|---|---|
| ضغط الحقن | 1000-5000 رطل لكل بوصة مربعة | 2000-20000 رطل لكل بوصة مربعة |
| سرعة الدورة | 400-900 دورة/ساعة | 30-150 دورة/ساعة |
| السبائك الأولية | الزنك، المغنيسيوم، الرصاص | الألومنيوم، النحاس، النحاس، المغنيسيوم |
| نطاق حمولة الآلة | 5-900 طن | 150-6000 طن |
| تعرض المعدن لدرجة الحرارة للآلة | مستمر | لكل لقطة فقط |
| وزن الجزء النموذجي | جرام إلى ~ 2 كجم | جرام إلى 50 كجم |
| خطر المسامية | أقل (عدد أقل من فرص احتجاز الهواء) | أعلى (يتطلب تحكمًا دقيقًا في ملف تعريف اللقطة) |
| تكلفة الأدوات | أقل إلى معتدلة | معتدلة إلى عالية |
اعتبارات تصميم القالب التي تختلف بين الطريقتين
القالب نفسه - القالب الفولاذي المقوى لأداة H13 الذي يُجبر فيه المعدن المنصهر - يتشابه من الناحية النظرية في كلتا العمليتين، لكن المتطلبات الهندسية تختلف بناءً على الضغوط المعنية والأحمال الحرارية المطبقة.
تصميم البوابة وأنظمة العداء
في الغرفة الساخنة dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 إلى 50 م/ث .
تتطلب قوالب الغرفة الباردة للألمنيوم هندسة عداء دقيقة لإدارة اللزوجة العالية للألمنيوم عند درجة حرارة الصب وخطر التصلب المبكر أثناء التعبئة. عادةً ما تستهدف سرعات البوابة للألمنيوم 40 إلى 60 م/ث ، ويجب برمجة ملف تعريف اللقطة - الطور البطيء، والطور السريع، وضغط التكثيف - بدقة لتجنب الامتلاء المضطرب، وهو المحرك الأساسي للمسامية في مصبوبات الألومنيوم.
الإدارة الحرارية ويموت الحياة
يعتمد كلا النوعين من القوالب على قنوات تبريد الماء أو الزيت الداخلية للتحكم في الحرارة، لكن قوالب الألومنيوم ذات الغرفة الباردة تواجه صدمة حرارية أعلى بسبب الفرق الكبير في درجة الحرارة بين ذوبان الألومنيوم (حوالي 680 درجة مئوية عند الصب) ودرجة حرارة سطح القالب (عادةً ما يتم الحفاظ عليها عند 180-260 درجة مئوية). تعتبر هذه الدورة الحرارية المحرك الأساسي لفحص الحرارة - وهي شبكة من الشقوق السطحية الدقيقة التي تؤدي في النهاية إلى تدهور جودة سطح القالب. عادةً ما تتمتع قوالب الغرفة الباردة H13 للألمنيوم بعمر خدمة يبلغ 1 من 100.000 إلى 300.000 طلقة ، في حين أن يموت الزنك في الغرفة الساخنة يمكن أن يصل إلى مليون طلقة أو أكثر قبل أن تتطلب إعادة صياغة كبيرة.
المسامية: تحدي الجودة الرئيسي في كلتا الطريقتين
المسامية - الفراغات داخل الصب الناتجة عن الغاز المحصور أو الانكماش - هي الخلل السائد في الصب بالقالب بغض النظر عن الطريقة المستخدمة، ولكن أسبابها وحلولها تختلف بين عمليات الغرف الساخنة والباردة.
في الغرفة الساخنة die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
في عملية الصب بالغرفة الباردة، تعتبر الأكمام المفتوحة هي المصدر الرئيسي لتصريف الهواء. مع تقدم المكبس، يجب أن يدفع أمام المعدن كتلة من الهواء الموجودة في الكم. سرعة اللقطة البطيئة المناسبة - عادةً 0.1 إلى 0.5 م/ث خلال المرحلة الأولى - يسمح بتكوين موجة من المعدن ودفع الهواء للأمام إلى الآبار والفتحات الفائضة قبل بدء الحقن السريع. يمكن أن يؤدي الخطأ في نقطة التحول هذه ولو ببضعة ملليمترات من حركة المكبس إلى زيادة مستويات المسامية بنسبة 10 إلى 20% في الجزء النهائي. يمكن لصب القوالب بمساعدة الفراغ، الذي يقوم بإخلاء تجويف القالب وغطاء الطلقة قبل الحقن، أن يقلل المسامية في أجزاء الألومنيوم في الغرفة الباردة إلى مستويات تسمح بالمعالجة الحرارية واللحام الهيكلي - وهي قدرات غير ممكنة مع مصبوبات قوالب الألومنيوم المصبوبة تقليديًا.
متى تختار الصب بالغرفة الساخنة
يعتبر الصب بالقالب بالغرفة الساخنة هو الاختيار الصحيح عند تطبيق الشروط التالية:
- مادة الجزء هي الزنك أو المغنيسيوم أو أي سبيكة أخرى ذات نقطة انصهار منخفضة متوافقة مع نظام معقوفة
- أحجام الإنتاج مرتفعة - بشكل عام أعلى من 50000 إلى 100000 قطعة سنويًا لتبرير الاستثمار في الأدوات
- وزن الجزء منخفض نسبيًا، عادةً أقل من 1 إلى 2 كجم للزنك
- تعد دقة الأبعاد أمرًا بالغ الأهمية - حيث يحقق صب الزنك بشكل روتيني تفاوتات تبلغ ± 0.05 مم على الميزات المهمة بدون معالجة ثانوية
- يلزم وجود جدران رقيقة - يمكن صب الزنك على جدران بسماكة تقل عن 0.5 مم باستخدام أدوات محسنة
- تعد جودة تشطيب السطح من الأولويات - تتميز مصبوبات الزنك بسطح مصبوب ممتاز مناسب للطلاء المباشر أو الطلاء دون تحضير مكثف
تشمل الصناعات الشائعة التي تستخدم الصب بالغرفة الساخنة الإلكترونيات الاستهلاكية (الموصلات، والأقواس، والمفصلات)، والسيارات (أجسام القفل، ومكونات نظام الوقود، وأغلفة أجهزة الاستشعار)، والأجهزة (مقابض الأبواب، وتجهيزات الأثاث)، والألعاب والعناصر الجديدة.
متى تختار صب الغرفة الباردة
تعتبر عملية الصب بالغرفة الباردة هي العملية المناسبة عندما:
- السبيكة عبارة عن الألومنيوم أو النحاس أو النحاس الأصفر أو مادة ذات نقطة انصهار عالية غير متوافقة مع معدات الغرفة الساخنة
- يتجاوز حجم الجزء ووزنه الحدود العملية لمعدات الغرفة الساخنة
- مطلوب الأداء الهيكلي - توفر قوالب الألمنيوم المصبوبة نسب قوة إلى وزن أفضل بكثير من الزنك للتطبيقات الحاملة
- هناك حاجة إلى مقاومة التآكل في البيئات القاسية - توفر طبقة الأكسيد الطبيعي للألمنيوم الحماية التي لا يمكن أن توفرها سبائك الزنك في بعض البيئات بدون طلاء
- يتم التطبيق في محركات السيارات أو أقواس الفضاء الجوي أو المعدات الصناعية حيث يبرر الجمع بين الوزن الخفيف والسلامة الهيكلية ارتفاع تكلفة الأدوات والماكينة
تشمل تطبيقات الصب بالقالب بالغرفة الباردة الرئيسية علب نقل الحركة للسيارات، وكتل المحرك، ومرفقات بطارية السيارة الكهربائية، وشاسيه خادم الكمبيوتر، وأجسام الصمامات الهيدروليكية، ومكونات المحركات البحرية الخارجية. تم تقدير قيمة السوق العالمية لصب قوالب الألمنيوم وحدها 50 مليار دولار أمريكي في عام 2023 مما يعكس هيمنة صب الألومنيوم بالغرفة الباردة في التصنيع الحديث.
هيكل التكلفة: الأدوات، ووقت الآلة، والاقتصاد لكل جزء
تعتمد اقتصاديات الصب بالقالب بشكل كبير على الطريقة المستخدمة، لأن العمليتين لهما تكاليف مختلفة جدًا.
تكاليف الأدوات
تعتبر أدوات صب القوالب باهظة الثمن بغض النظر عن الطريقة، لأن القوالب يجب أن تتحمل ملايين دورات الضغط في بيئة كاشطة ومتطلبة حرارياً. عادةً ما تتكلف قوالب الزنك بالغرفة الساخنة للأجزاء المعقدة إلى حد ما ما بين 15.000 دولار و 80.000 دولار . يموت الألومنيوم في الغرفة الباردة بتكلفة تعقيد مماثلة أكثر - في كثير من الأحيان 30.000 دولار إلى 150.000 دولار أو أعلى - لأن ضغوط الحقن المرتفعة تتطلب بناء قالب أكثر قوة وهندسة دائرة تبريد أكثر تعقيدًا. يمكن تشغيل قوالب الغرفة الباردة الهيكلية الكبيرة لتطبيقات السيارات 500,000 دولار أو أكثر .
تكلفة الجزء الواحد وحجم التعادل
نظرًا لأن عملية الصب بالقالب لها تكاليف ثابتة عالية (الأدوات والإعداد) وتكاليف متغيرة منخفضة نسبيًا لكل جزء (المعادن ووقت الماكينة والعمالة)، فإن كلا الطريقتين أكثر اقتصادا عند الكميات الكبيرة. تختلف نقطة التعادل - حيث يصبح الصب بالقالب أرخص من البدائل مثل صب الرمل، أو الصب الاستثماري، أو التصنيع من الخام - حسب تعقيد الجزء، ولكن يتم الوصول إليه بشكل عام في مكان ما بين 10.000 و 50.000 قطعة للزنك في الغرفة الساخنة و 20.000 و 100.000 قطعة للألمنيوم في الغرفة الباردة، اعتمادًا على حجم الجزء وتعقيد الميزة.
تكلفة المواد هي عامل تمييز آخر. سبائك الزنك (زاماك 3) تكلف تقريبًا 2.00 دولار - 2.50 دولار للكيلوغرام الواحد بأسعار العقود الصناعية النموذجية. سبائك الألومنيوم A380 تقترب من 2.50 دولارًا - 3.50 دولارًا للكيلوغرام الواحد ، لكن الكثافة المنخفضة للألمنيوم (2.7 جم / سم مكعب مقابل 6.6 جم / سم مكعب للزنك) تعني أنه بالنسبة لحجم جزء معين، فإن صب الألومنيوم يستخدم معدنًا أقل بكثير من حيث الوزن، مما يعوض جزئيًا فرق السعر.
الاختلافات الناشئة في طريقتي الصب بالقالب الأساسيتين
في حين أن الغرفة الساخنة والغرفة الباردة تظلان طريقتين أساسيتين للصب بالقالب، فقد تم تطوير العديد من متغيرات العملية لمعالجة القيود المحددة لكل منهما.
فراغ يموت الصب
يتم تطبيقه على كلتا الطريقتين ولكنه مهم بشكل خاص للألمنيوم في الغرفة الباردة، حيث يعمل الصب الفراغي على إخلاء تجويف القالب وغطاء الطلقة قبل الحقن، مما يقلل مسامية الغاز إلى مستويات تسمح بالمعالجة الحرارية T5 وT6. وهذا يجعل سبائك الألومنيوم الهيكلية قابلة للحام ومناسبة للتطبيقات الحرجة للسلامة مثل هياكل حوادث السيارات ومكونات التعليق. تضيف آلات الغرف الباردة المدعومة بالفراغ التكلفة والتعقيد ولكنها يمكن أن تقلل معدلات الخردة بنسبة 100% 30 إلى 50% في التطبيقات الحساسة للمسامية.
صب القوالب شبه الصلبة (Thixocasting وRheocasting)
تقوم عمليات صب المعادن شبه الصلبة - مثل الصب المتجانس والصب العكسي - بحقن المعدن في حالة شبه صلبة تشبه الملاط بدلاً من أن يكون منصهرًا بالكامل. يؤدي هذا إلى تقليل المسامية بشكل كبير لأن المعدن لا يحمل غازًا مذابًا بنفس الطريقة التي يحمل بها المعدن السائل بالكامل، كما أن نمط التعبئة غير المضطرب يحبس كمية هواء أقل بكثير. يتم إنشاء العمليات شبه الصلبة حول منصات آلات الغرفة الباردة ولكنها تستخدم ملفات تعريف طلقة معدلة وإعدادات متخصصة للقضبان. والنتيجة هي مصبوبات ذات خواص ميكانيكية تقترب من تلك الخاصة بالأجزاء المطروقة. تحقق أجزاء الألومنيوم Rheocast A356 قوة الشد المذكورة أعلاه 310 ميجا باسكال مع استطالة 10% أو أكثر - أفضل بكثير من مصبوبات الغرفة الباردة التقليدية لطائرات A380.
صب الضغط
يجمع الصب بالضغط - الذي يُصنف أحيانًا على أنه فئة ثالثة من الصب بالقالب - بين مبادئ الصب والتزوير. يتم صب المعدن في قالب مفتوح، ثم يتم تطبيق ضغط من لكمة 50 إلى 150 ميجا باسكال حيث يتصلب المعدن، مما يزيل مسامية الانكماش تمامًا. تستخدم هذه العملية منصات آلات الغرفة الباردة وتنتج أجزاء ذات مسامية قريبة من الصفر وخصائص ميكانيكية ممتازة، ولكنها أبطأ وأكثر تكلفة من صب الغرفة الباردة التقليدية. يتم استخدامه لمكونات الطيران، ومساميك مكابح السيارات، وغيرها من التطبيقات عالية الضغط.
كيفية اختيار طريقة الصب بالقالب المناسبة للجزء الخاص بك
يبدأ اختيار عملية الصب الصحيحة بالسبائك، لأن السبيكة غير قابلة للتفاوض في معظم التصميمات. إذا كانت المتطلبات الهندسية تتطلب الألومنيوم - من حيث الوزن أو القوة أو الأداء الحراري - فإن الغرفة الباردة هي الخيار العملي الوحيد في الصب بالقالب. إذا كان الزنك مقبولاً أو مفضلاً لدقته، وقدرته على الجدران الرقيقة، وتوافق الطلاء، فإن الغرفة الساخنة تصبح الطريق الأسرع والأقل تكلفة.
بعد اختيار السبائك، تساعد الأسئلة التالية في تضييق نطاق القرار:
- ما هو الحجم السنوي؟ تحتاج كلتا الطريقتين إلى أن يكون الحجم اقتصاديًا، لكن الألومنيوم في الغرفة الباردة يتطلب حجمًا أكبر لتعويض تكاليف الأدوات المرتفعة.
- ما هو وزن الجزء ووزن اللقطة المتوقع؟ الأجزاء التي يزيد وزنها عن 2 كجم من الزنك غير عادية؛ قد تتطلب الأجزاء التي يزيد وزنها عن 5 كجم من الألومنيوم آلات حجرة تبريد كبيرة جدًا.
- هل توجد ميزات حساسة للمسامية؟ تتطلب الممرات الهيدروليكية محكمة الضغط أو العقد الهيكلية التي سيتم لحامها غرفة باردة بمساعدة الفراغ أو معالجة شبه صلبة.
- ما هو التشطيب السطحي المطلوب؟ تقبل مصبوبات الغرفة الساخنة بالزنك الطلاء الكهربائي مباشرة؛ عادةً ما تكون مصبوبات الغرفة الباردة المصنوعة من الألومنيوم مطلية بالمسحوق أو مؤكسدة أو متروكة عارية.
- ما هي بيئة التشغيل؟ درجات الحرارة المرتفعة فوق 150 درجة مئوية تستبعد سبائك الزنك بسبب فقدان القوة؛ يؤدي الألمنيوم أداءً جيدًا حتى 200-250 درجة مئوية اعتمادًا على السبائك.
إن التعامل مع هذه الأسئلة مع مسبك صب القوالب أثناء مرحلة التصميم - قبل الالتزام بالأدوات - هو الطريقة الأكثر موثوقية للوصول إلى العملية الصحيحة لتطبيقك. يمكن لمراجعة التصميم للتصنيع (DFM) التي يجريها مهندس صب ذو خبرة تحديد زوايا المسودة، وانتقالات سماكة الجدار، ومواضع خط الفراق التي تؤثر على نوع الماكينة وطريقة الحقن التي ستوفر أقل معدل خردة وأطول عمر للقالب لهندسة الجزء المحدد لديك.