
دليل صب الألومنيوم
ما هي صب الألمنيوم المشاريع - ولماذا تهيمن على التصنيع الحديث
تشمل مشاريع صب الألمنيوم كل شيء بدءًا من أعمال الصب الصغيرة في الفناء الخلفي للهواة وحتى عمليات الإنتاج الصناعي كبيرة الحجم لقطاعي الطيران والسيارات. الإجابة المختصرة: إن صب الألومنيوم هو أحد أكثر طرق تشغيل المعادن المتاحة اليوم تنوعًا وفعالية من حيث التكلفة وقابلية للتطوير، كما أن مجموعة المشاريع القابلة للتطبيق - بدءًا من منحوتات الحدائق المزخرفة إلى كتل المحركات الهيكلية - هائلة حقًا. إذا كنت تقوم بتقييم ما إذا كان أسلوب صب الألومنيوم يناسب تطبيقك، فإن الإجابة دائمًا تقريبًا هي نعم، بشرط أن تختار عملية الصب المناسبة لهندستك ومتطلبات التسامح وحجم الإنتاج.
كثافة الألومنيوم تقع تقريبًا 2.7 جرام/سم3 أي أقل من ثلث قوة الفولاذ، ومع ذلك فإن سبائك الألومنيوم الحديثة تصل إلى قوة شد تزيد عن 500 ميجا باسكال. إن نسبة القوة إلى الوزن هذه هي التي دفعت صب الألومنيوم إلى العديد من القطاعات الصعبة. تم تقييم سوق صب الألمنيوم العالمي بحوالي 67.5 مليار دولار في 2023 ومن المتوقع أن يتجاوز 95 مليار دولار أمريكي بحلول عام 2030، وفقًا للبيانات التي نشرتها شركة Grand View Research - وهو معدل نمو سنوي مركب مدفوع إلى حد كبير باعتماد السيارات الكهربائية (EV) وتفويضات خفيفة الوزن عبر صناعات النقل.
تغطي هذه المقالة المشهد الكامل: عمليات الصب الرئيسية، وأفضل سبائك الألومنيوم لأنواع محددة من المشاريع، وقواعد التصميم التي تمنع العيوب، وأمثلة المشاريع الواقعية مع بيانات الإنتاج، وتقنيات التشطيب، وإلقاء نظرة صادقة على التكلفة وتوقعات المهلة الزمنية. سواء كنت صانعًا يخطط لصب الرمل الأول أو مهندس منتج يقوم بتقييم أدوات الصب بالقالب، فقد تم تنظيم المعلومات الواردة أدناه لتكون مفيدة على الفور.
عمليات صب الألومنيوم الأساسية الخمس - مقارنة جنبًا إلى جنب
إن اختيار العملية الصحيحة هو القرار الوحيد الأكثر أهمية في أي مشروع لصب الألومنيوم. توفر كل طريقة توازنًا مختلفًا لتكلفة الأدوات، وتشطيب السطح، وتحمل الأبعاد، والحد الأدنى لسمك الجدار، وكمية الطلب الاقتصادية. الجدول أدناه يقطر المقايضات العملية.
| عملية | تكلفة الأدوات | الانتهاء من السطح (رع) | التسامح (نموذجي) | أفضل نطاق حجم | دقيقة. سمك الجدار |
|---|---|---|---|---|---|
| صب الرمل | منخفض (500-5000 دولار) | 12-25 ميكرومتر | ±0.5-1.5 ملم | 1-5000 جهاز كمبيوتر شخصى | 3-5 ملم |
| القالب الدائم (قالب الجاذبية) | متوسطة (5000 - 30000 دولار) | 3-6 ميكرومتر | ±0.25-0.5 ملم | 1000-50000 قطعة | 2-3 ملم |
| صب القوالب بالضغط العالي (HPDC) | عالي (20.000 - 200.000 دولار) | 1-2 ميكرومتر | ±0.05-0.15 ملم | 10,000-1,000,000 قطعة | 0.8-1.5 ملم |
| صب الاستثمار (الشمع المفقود) | متوسط-مرتفع (3000 دولار - 50000 دولار) | 1.5-3 ميكرومتر | ±0.1–0.25 ملم | 100-20000 قطعة | 1-2 ملم |
| صب الرغوة المفقودة | منخفض-متوسط (1000 دولار - 15000 دولار) | 5-10 ميكرومتر | ±0.3–0.8 ملم | 500-30.000 قطعة | 2-4 ملم |
صب الرمل: نقطة الدخول لمشاريع الألومنيوم المخصصة
يظل صب الرمل هو أكثر طرق صب الألومنيوم التي يمكن الوصول إليها للأعمال المخصصة أو ذات الحجم المنخفض أو النماذج الأولية. يتم تعبئة الرمل الأخضر (خليط من رمل السيليكا، وطين البنتونيت، والرطوبة) حول نمط من الخشب أو اليوريثان، ثم تتم إزالة النمط، ويتم صب الألومنيوم المنصهر - عادة عند درجة حرارة 660-720 درجة مئوية - في التجويف. أوقات الدورة بطيئة مقارنة بالصب بالقالب، ولكن لا يوجد حد أقصى للحجم. يقوم مصنع GM Casting في مدينة Defiance بولاية أوهايو بصب كتل محركات مصنوعة من الألومنيوم المصبوب بالرمل يزيد وزن كل منها عن 40 كجم باستخدام خطوط تشكيل ألواح مطابقة آلية - مما يدل على أن موازين صب الرمل تتجاوز نطاق الاستخدام في الهوايات عندما يتم تجهيزها بشكل صحيح.
بالنسبة لمشاريع المسابك في الفناء الخلفي، فإن خلط الرمل الأخضر وإعادة استخدامه غير مكلف. يمكن أن يؤدي إعداد الدورق الأساسي المكون من جزأين إلى نتائج ممتازة مع سبائك مثل أ356 أو 319. المتغير الحاسم هو محتوى الرطوبة: فالرطوبة الزائدة تنتج مسامية بخار؛ ينهار جافًا جدًا. الهدف تقريبًا 2-4% رطوبة بالوزن ، يمكن فحصها بسهولة باستخدام اختبار القرص.
صب القوالب بالضغط العالي: الحجم والدقة والجدران الرقيقة
يقوم HPDC بحقن الألومنيوم المصهور في قالب فولاذي مقوى عند ضغط يبلغ 10-175 ميجا باسكال ، وملء التجويف بالمللي ثانية. تتميز هذه العملية بالسرعة الاستثنائية - تتراوح أوقات الدورة من 30 إلى 120 ثانية وهي شائعة بالنسبة للأجزاء متوسطة التعقيد - وتنتج أجزاء شبه شبكية بسماكة جدار منخفضة تصل إلى 0.8 ملم في التصميمات المحسنة. قطاع السيارات هو المستخدم المهيمن. وفقا لجمعية الألومنيوم، تقريبا 75% من جميع مصبوبات الألومنيوم للسيارات يتم إنتاجها عبر HPDC، بما في ذلك علب مرافق المحرك، وأغطية ناقل الحركة، والمكونات الهيكلية الكبيرة بشكل متزايد التي تنتجها آلات الصب الضخمة (مكابس جيجا) مع قوى تثبيت تصل إلى 9000 طن، وهي تقنية ابتكرتها شركة تيسلا وتبنتها الآن تويوتا وفولفو وغيرهما.
إن الميزة الرئيسية لـ HPDC هي المسامية: حيث يؤدي انحباس الهواء أثناء التعبئة السريعة إلى خلق فراغات مجهرية يمكن أن تؤثر على السلامة الهيكلية وتمنع المعالجة الحرارية. يعمل الصب بالقالب بمساعدة الفراغ (VADC) على تقليل ذلك بشكل كبير، مما يتيح المعالجة الحرارية T6 ويدفع قوة الشد إلى ما يزيد عن 300 ميجا باسكال حتى مع سبائك السيليكون الثانوية.
سبائك الألومنيوم المصبوبة – مطابقة المواد لمتطلبات المشروع
لا تصب جميع سبائك الألومنيوم أو تعمل بنفس الطريقة. يتم تحديد سبائك الألومنيوم المصبوبة بواسطة نظام مكون من أربعة أرقام (على سبيل المثال، A380، A356، 319) يشير إلى عناصر السبائك الأساسية وتكوينها. يؤثر اختيار السبيكة على السيولة، ومقاومة التمزق الساخن، والقوة الميكانيكية، ومقاومة التآكل، وقابلية التشغيل الآلي - وكلها تختلف بشكل كبير بين عائلات السبائك.
A380
A380 — العمود الفقري HPDC لجميع الأغراض
A380 (Al-Si8.5Cu3.5) يمثل أكثر من ذلك 85% من جميع مصبوبات الألومنيوم في أمريكا الشمالية، وفقًا لجمعية الألومنيوم. يمنح محتواه العالي من السيليكون (7.5-9.5%) سيولة ممتازة وأقل انكماش، في حين أن إضافات النحاس تدفع قوة الشد إلى 317 ميجا باسكال كمادة مصبوبة. غير مناسب للأكسدة (محتوى النحاس يسبب تلطيخ)، ولكنه يأخذ طبقة المسحوق والطلاء بشكل جيد للغاية. يستخدم في حاويات الإلكترونيات، وأقواس السيارات، وأغطية الأدوات الكهربائية، والمشعبات الهوائية.
A356
A356 — السبيكة الهيكلية والمظهرية
A356 (Al-Si7Mg0.3) هو الاختيار القياسي لمشاريع الرمل والعفن الدائم حيث يتم التخطيط للمعالجة الحرارية T6. بعد معالجة المحلول عند 538 درجة مئوية والتعمير الاصطناعي عند 154 درجة مئوية، توفر A356-T6 قوة شد تبلغ 262 ميجا باسكال وقوة الخضوع 186 ميجا باسكال - أفضل بكثير من القيم المصبوبة. المحتوى المنخفض من النحاس يعني أنه يتأكسد بشكل نظيف، مما يجعله شائعًا في المسبوكات المعمارية، وتركيبات الإضاءة، وعجلات ما بعد البيع، ومساكن الفضاء الجوي. تعد قابلية اللحام الممتازة للسبائك ميزة ثانوية لأعمال الإصلاح أو التصنيع.
319
319 - السيارات والهندسة العامة
319 (Al-Si6Cu3.5) هو الخيار التقليدي لمكونات المحرك المصبوبة بالرمل - رؤوس الأسطوانات، ومشعبات السحب، وحالات ناقل الحركة. يمنح محتواه من النحاس قوة جيدة في درجات الحرارة المرتفعة، وهو أمر مهم عندما تتجاوز بيئة التشغيل 150 درجة مئوية. استخدمت شركات Ford وGM وChrysler سبائك من عائلة 319 لعقود من الزمن في رؤوس محركات الدفع وOHC. آلات السبائك نظيفة وتقبل الأنودة الصلبة بشكل معقول إذا تم التحكم في محتوى النحاس إلى الطرف الأدنى من المواصفات.
535
535 (المج 35) – المشاريع البحرية والمقاومة للتآكل
بالنسبة للمشاريع المعرضة للمياه المالحة أو البيئات عالية الرطوبة - الأجهزة البحرية، والعناصر المعمارية الساحلية، ومعدات المعالجة الكيميائية - يوفر 535 (Al-Mg6.8) مقاومة استثنائية للتآكل، وقابلية لحام جيدة، ولمسة نهائية طبيعية لامعة بعد الأكسدة. إن محتواه المنخفض من السيليكون يجعل عملية الصب أكثر صعوبة (قابلية أعلى للتمزق الساخن) ويتطلب تصميمًا دقيقًا للبوابات ودرجات حرارة صب يمكن التحكم فيها. قوة الشد كما يلقي تقريبا 240 ميجا باسكال يمكن مقارنته بـ A356-T6 دون الحاجة إلى المعالجة الحرارية.
أمثلة واقعية لمشاريع صب الألومنيوم في مختلف الصناعات
إن نطاق مشاريع صب الألمنيوم في الإنتاج النشط أوسع مما يدركه معظم الناس. تغطي الأمثلة أدناه سياقات المنتجات الخاصة بالهواة، والصناعية، والمعمارية، والاستهلاكية، ولكل منها بيانات العملية والسبائك ذات الصلة.
01
مسبك الفناء الخلفي: واقي ومسند سكاكين من الألومنيوم المصبوب بالرمل
يتضمن مشروع صب الألمنيوم المشهور للمبتدئين في مجتمع المصنع واقيات سكاكين صب الرمل، وواقيات الأصابع، ومساند الشفرات المخصصة. الأجزاء صغيرة (عادة أقل من 50 جم)، بسيطة هندسيًا، وتتحمل خشونة السطح النموذجية لصب الرمل الأخضر. تعمل المكابس A356 أو الخردة (غالبًا 4032 سبيكة) بشكل جيد. يجب أن تبقى درجة حرارة الذوبان عند 700-730 درجة مئوية لضمان امتلاء كامل دون امتصاص مفرط للغاز. إن التشطيب باستخدام ورق الصنفرة الرطب والجاف من 120 إلى 600 حبيبة رملية متبوعًا بالتلميع يحقق مظهرًا شبه مرآة بدون معالجة حرارية بعد الصب.
02
صب الألمنيوم المعماري: أغطية الأعمدة، والدرابزين، وألواح الزينة
تتمتع مشاريع صب الألومنيوم المعماري بتاريخ طويل - يظل غطاء الألومنيوم الموجود في نصب واشنطن التذكاري، والذي تم تركيبه في عام 1884، واحدًا من أقدم الاستخدامات المسجلة لصب الألومنيوم الدقيق. تستخدم المشاريع المعمارية الحديثة القالب الدائم أو صب الرمل باستخدام سبائك A356 أو 535. تشمل التطبيقات النموذجية درابزين السلالم المزخرفة، وتيجان الأعمدة المزخرفة، وألواح واجهات المباني، وأجهزة الأبواب المخصصة. توفر الأنودة - خاصة أنودة الطبقة الصلبة إلى 25-50 ميكرومتر - حماية متينة ومنخفضة الصيانة من التآكل ويمكن تلوينها لتتوافق مع مواصفات التصميم. تقوم العديد من الشركات المصنعة في منطقة ساحل الخليج بتزويد العناصر المعمارية المصبوبة بالرمال بفترات زمنية تصل إلى 4-8 أسابيع للأنماط المخصصة .
03
السيارات: كتل محرك HPDC والمسبوكات الهيكلية
تستخدم محركات السيارات المدمجة الحديثة كتل سبائك الألومنيوم بشكل عالمي تقريبًا. تستخدم سيارة BMW N52 ذات السداسية، التي تم طرحها في عام 2004، كتلة مركبة من المغنيسيوم والألومنيوم مع لوح من الألومنيوم المصبوب وعلبة مرافق مشتقة من A380 - وهو تصميم حلق 10 كجم من محرك الكتلة الحديدية السابق. إن هياكل علبة بطاريات السيارات الكهربائية المعاصرة، مثل تلك المستخدمة في منصات Rivian وHyundai Ioniq، عبارة عن مصبوبات ألمنيوم HPDC متعددة التجاويف مع قنوات تبريد مدمجة، وتجمع ما يصل إلى سبعة أجزاء مختومة وملحومة منفصلة سابقًا في صب شبكي واحد. يؤدي هذا الدمج إلى تقليل وقت التجميع وتحسين الصلابة الهيكلية بكتلة أقل بنسبة 30% تقريبًا مقارنة بالإنشاءات الفولاذية المماثلة.
04
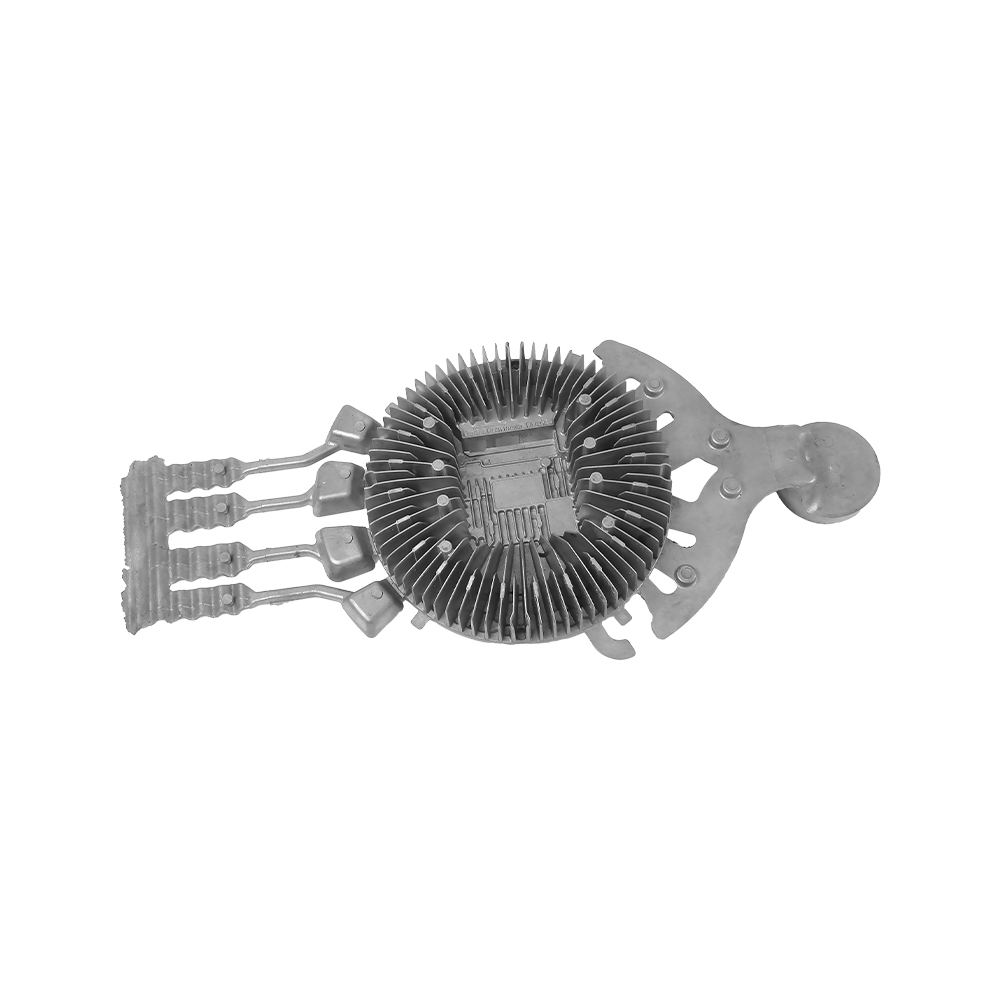
العبوات الإلكترونية: الإدارة الحرارية من خلال الصب
تستخدم الإلكترونيات عالية الطاقة - محركات السيارات، ومحولات الطاقة، ومكبرات الصوت لمحطة الاتصالات الأساسية، ومشغلات LED - في كثير من الأحيان صب الألومنيوم في العبوات لأن المادة تؤدي وظيفة مزدوجة كغطاء ومبدد حرارة. تحقق حاويات A380 HPDC المزودة بزعانف مدمجة قيم مقاومة حرارية تبلغ 0.5-1.5 درجة مئوية/ث في الحمل الحراري الطبيعي، يكفي للعديد من التطبيقات الصناعية دون دفع الهواء. بالنسبة لتطبيقات الحماية من الترددات اللاسلكية، يوفر سُمك الجدار البالغ 3-5 مم في طائرة A380 توهينًا فعالاً فوق 500 ميجاهرتز. يُفضل صب الاستثمار عندما تكون هناك حاجة إلى هندسة قناة التدفق الداخلي المعقدة للألواح الباردة المبردة بالسائل.
05
الفضاء الجوي: الأقواس والمساكن الهيكلية الاستثمارية
يعد الصب الاستثماري باستخدام سبائك A356 أو A357 ممارسة قياسية لأقواس هياكل الطائرات، ومساكن إلكترونيات الطيران، والمشعبات الهيدروليكية حيث يؤدي التعقيد الهندسي والتفاوتات الصارمة إلى القضاء على التصنيع كخيار فعال من حيث التكلفة. يتم تحقيق مصبوبات استثمار الألمنيوم النموذجية المستخدمة في الطائرات التحمل الأبعاد ± 0.13 ملم والتشطيبات السطحية بـ 3.2 ميكرومتر Ra بدون معالجة إضافية. تتيح هذه العملية عمل قطع سفلية وجدران رقيقة وخطوط عضوية لا يمكن لصب الرمل إنتاجها بشكل موثوق. تقوم شركات مثل Precision Castparts وHitchiner Manufacturing بتوريد مصبوبات الألمنيوم الاستثمارية الفضائية إلى منصات Boeing وAirbus وLockheed Martin.
06
الفن والنحت: مشاريع صب الألمنيوم الرغوي المفقود
تحظى عملية صب الرغوة المفقودة بشعبية كبيرة بين النحاتين والفنانين لأن رغوة EPS يمكن تشكيلها ونحتها وتجميعها دون أي زاوية مسودة أو صندوق أساسي - يتم استهلاك الرغوة بواسطة الألومنيوم المنصهر أثناء الصب، مما يترك نسخة طبق الأصل دقيقة من النموذج الأصلي. توفر المسابك الفنية المجتمعية في مدن مثل شيكاغو وبورتلاند إمكانية الوصول المفتوح إلى جلسات صب الألومنيوم الرغوي المفقود. يعد اختيار السبائك أقل أهمية بالنسبة للقطع الزخرفية البحتة؛ توفر خردة A380 أو 383 الثانوية نتائج كافية مع سيولة جيدة. يستخدم الصب عادةً أ 2-4 ملم sprue and riser system نسبة إلى حجم الجزء لضمان ملء كامل للميزات النحتية الرقيقة.
قواعد التصميم التي تمنع العيوب في مشاريع صب الألمنيوم
تم تصميم معظم عيوب صب الألومنيوم، ولم يتم تصنيعها. يؤدي اتباع إرشادات التصميم للصب (DFC) المعمول بها أثناء مرحلة CAD إلى التخلص من غالبية المسامية، والإغلاق البارد، وسوء التشغيل، وفشل التمزق الساخن قبل قطع قالب واحد. تنطبق القواعد التالية على نطاق واسع عبر عمليات الرمل والعفن الدائم والصب بالقالب، مع الإشارة إلى التعديلات الخاصة بالعملية.
توحيد سماكة الجدار
يؤدي سمك الجدار غير الموحد إلى إنشاء معدلات تبريد تفاضلية تدفع مسامية الانكماش نحو المنطقة الأخيرة التي تم تجميدها. هدف التصميم الموصى به هو اختلاف سمك الجدار بما لا يزيد عن 2:1 بين الأقسام المتجاورة . عندما لا يمكن تجنب الرؤوس أو الفلنجات الثقيلة، فإن استخراج المواد أو مزج التحولات مع أنصاف أقطار كبيرة يقلل من فارق الكتلة الحرارية. بالنسبة لـ HPDC، استهدف سمك جدار اسمي يبلغ 2-4 مم لمعظم التطبيقات الهيكلية؛ تبدأ الجدران التي يزيد ارتفاعها عن 6 مم في تراكم مسامية الغاز ما لم يتم استخدام الحشو بمساعدة الفراغ.
شرائح وأنصاف أقطار في جميع الزوايا الداخلية
تعمل الزوايا الداخلية الحادة على تركيز الضغط وإنشاء نقاط ساخنة أثناء التصلب. الحد الأدنى لنصف قطر الشرائح الداخلية 1.5 × سماكة الجدار موصى به من قبل إرشادات تصميم صب الألومنيوم الخاصة بـ ASM International. حتى نصف قطر 1 مم يقلل بشكل كبير من عوامل تركيز الضغط مقارنة بالزاوية الحادة حقًا. يمكن أن تكون الزوايا الخارجية أكثر وضوحًا (نصف قطرها 0.5 مم على الأقل) ولكن لا ينبغي أبدًا أن تكون مربعة تمامًا في الألومنيوم المصبوب.
مسودة الزوايا لإطلاق القالب
جميع الأسطح الموازية لاتجاه سحب القالب تتطلب زوايا مسودة. الحد الأدنى القياسي هو 1-2 درجة لصب الرمل، 1-3 درجة للقالب الدائم، و0.5-1.5 درجة لـ HPDC على الأسطح الخارجية (أكثر قليلاً على الأسطح الداخلية لأن الصب ينكمش على النوى). يؤدي السحب غير الكافي إلى تآكل القالب والكسر الأساسي وصعوبة الاستخراج مما يؤدي في النهاية إلى إتلاف الصب. يجب ألا يكون للأسطح المواجهة للقالب أي مسودة؛ حدد بوضوح في الرسم الاتجاه الذي يمثله مستوى الفراق.
البوابات والارتفاع للتصلب الاتجاهي
يعمل التصميم الجيد للبوابات على تغذية المعدن السائل تدريجيًا من المقاطع الرقيقة إلى المقاطع السميكة، مما يضمن بقاء المناطق الأثقل متصلة بخزان سائل - الناهض - حتى يتم تجميده بالكامل. توجه قاعدة تشفورينوف (زمن التصلب المتناسب مع (الحجم/مساحة السطح)²) حجم الناهض: يجب أن يحتوي الناهض على معامل على الأقل 1.2× القسم الأثقل يغذي. يتم استخدام برامج المحاكاة مثل MAGMASOFT وFlow-3D وProCAST على نطاق واسع للتحقق من صحة تصميم البوابات والناهض قبل قطع أدوات الإنتاج، مما يقلل تكاليف التجربة والخطأ بشكل كبير.
تصميم الخيط والإدراج في الألومنيوم المصبوب
يعتبر الألومنيوم المصبوب ناعمًا جدًا بالنسبة للخيوط الخشنة المباشرة في تطبيقات التثبيت شديدة العزم. تشمل الخيارات ما يلي: (1) الصب في إدخالات ملولبة من الفولاذ أو النحاس - تحظى منتجات Heli-Coil وE-Z Lok بشعبية كبيرة في التطبيقات التحديثية؛ (2) استخدام الخيوط المصنعة بعد الصب على الأقل 1.5 × طول الخطوبة بقطر الخيط ; أو (3) تحديد تركيب الإدخال بالموجات فوق الصوتية للتصميمات المتجاورة بالحرارة. يمكن أن تتضمن أجزاء HPDC فتحات محفورة بقطر لا يقل عن 2.0 مم مع تصميم قالب دقيق، مما يقلل من متطلبات الحفر بعد الصب.
مراقبة جودة الذوبان - الخطوة التي يغفل عنها معظم المبتدئين في صب الألومنيوم
تحدد جودة الألومنيوم المصهور عند نقطة الصب سقف جودة الصب النهائي. سيظل الجزء المصمم بشكل مثالي والمصنوع من معدن سيئ الإعداد يظهر مسامية وشوائب أكسيد وخواص ميكانيكية منخفضة. يتعامل مشغلو المسابك ذوو الخبرة مع تحضير الذوبان بنفس القدر من الجدية مثل تصميم القالب.
مسامية الهيدروجين: عيب صب الألومنيوم الأكثر شيوعا
يذيب الألومنيوم الهيدروجين بسهولة في حالته السائلة، حيث يمكن للألمنيوم السائل عند درجة حرارة 750 درجة مئوية أن يحتفظ به حوالي 0.65 سم مكعب لكل 100 جرام من المعدن ، مقارنة بـ 0.034 سم مكعب فقط لكل 100 جرام في الحالة الصلبة (حسب بيانات جمعية الألومنيوم). عندما يتصلب المنصهر، يتم رفض الغالبية العظمى من الهيدروجين المذاب ويشكل فقاعات مجهرية - مسامية - في جميع أنحاء عملية الصب. مصادر الهيدروجين الأساسية هي الرطوبة الجوية، والخردة الرطبة، والعائدات الزيتية، والتدفق الرطب.
يؤدي تفريغ الغاز باستخدام النيتروجين الجاف أو الأرجون من خلال وحدة تفريغ دوارة (عملية SNIF أو ما يعادلها) إلى تقليل الهيدروجين المذاب إلى أقل من ذلك 0.10 سم مكعب لكل 100 جرام في الممارسة التجارية - أقل بكثير من عتبة المسامية المرئية في معظم هندسة الصب. يمكن للهواة الذين ليس لديهم معدات دوارة لتفريغ الغاز استخدام أقراص سداسي كلورو الإيثان (مع تهوية مناسبة - تولد العملية غاز الكلور) أو ببساطة تقليل التعرض للرطوبة إلى الذوبان عن طريق التسخين المسبق لجميع الأدوات وإبقاء أغطية الفرن مغلقة.
شوائب الأكسيد وممارسة التدفق
يتأكسد الألومنيوم فورًا عند تعرضه للهواء، مكونًا طبقة رقيقة ولكن ثابتة من الألومينا (Al₂O₃). يؤدي الصب المضطرب إلى طي هذا الجلد في الذوبان، مما يؤدي إلى إنشاء أغشية ثنائية من الأكسيد تعمل كمواقع لبدء الشقوق في الصب المتصلب. قضى البروفيسور الراحل جون كامبل من جامعة برمنغهام عقودًا في توثيق كيف أن الأغشية الثنائية للأكسيد هي السبب الجذري لتشتت الخصائص الميكانيكية لصب الألومنيوم - غالبًا ما يعود تقلب قوة الشد بنسبة 30-40٪ في المسبوكات المتماثلة إلى توزيع الأغشية الثنائية.
تشمل التدابير المضادة العملية ما يلي: مغارف الصب من الأسفل بدلاً من مغارف الشفة من الصب العلوي، ومرشحات الرغوة الخزفية في نظام البوابات (20-30 نقطة في البوصة للألمنيوم)، وتقليل ارتفاع الصب والتحكم في سرعة الصب، وتقليل الاضطراب عند مدخل القالب. تعمل إضافات التدفق (التي تغطي التدفقات مثل مخاليط كلوريد البوتاسيوم / كلوريد الصوديوم) على حماية سطح الذوبان من الأكسدة الجوية بين درجات الحرارة وتساعد على دمج جزيئات الأكسيد للقشط قبل الصب.
التحكم في درجة الحرارة وارتفاع درجة الحرارة
تحتوي معظم سبائك الألومنيوم المسبوكة على درجات حرارة سائلة تتراوح بين 555 درجة مئوية و615 درجة مئوية . يؤدي الصب عند الحرارة المفرطة (أكثر من 80-100 درجة مئوية فوق السائل) إلى زيادة امتصاص الغاز وتكوين الأكسيد وتآكل القوالب في HPDC. يؤدي صب الماء البارد جدًا إلى حدوث أخطاء في التشغيل وإغلاق بارد - وهي المناطق التي تتصلب فيها الواجهة المعدنية قبل ملء القالب. تقع درجة حرارة الصب المثالية لمعظم التطبيقات بين 680 درجة مئوية و 740 درجة مئوية ، حيث تلعب درجة حرارة القالب أيضًا دورًا مهمًا: عادةً ما يتم تسخين القوالب الدائمة مسبقًا إلى 200-350 درجة مئوية للألمنيوم.
عمليات ما بعد الصب: المعالجة الحرارية، والتصنيع الآلي، والتشطيب السطحي
تتطلب معظم مشاريع صب الألومنيوم بعض أعمال ما بعد الصب على الأقل. يتم عرض العمليات أدناه بالترتيب الذي يتم إجراؤه به عادةً في الإنتاج.
الخطوة 1
التهجير والهز
يتم رج مصبوبات الرمل من القالب بمجرد ترسيخها (عادةً خلال 5-30 دقيقة حسب وزن الجزء). تتم إزالة المتسابقين والناهضين عن طريق النشر أو الطحن أو الكسر الهيدروليكي. يتم قطع أجزاء HPDC في قالب تقليم مخصص يقوم بقص الوميض والعدائين بضغطة ضغط واحدة، مع أوقات دورة تتراوح من 5 إلى 15 ثانية لكل جزء. عادةً ما يتطلب فلاش خط الفراق على المسبوكات الرملية طحنًا يدويًا لمزجه مع سطح الصب.
الخطوة 2
المعالجة الحرارية (عند تحديدها)
تعتبر تسمية الحرارة T6 - المعالجة الحرارية للمحلول تليها التعتيق الاصطناعي - هي المعالجة الحرارية الأكثر تحديدًا على نطاق واسع لسبائك الألومنيوم. لA356:
- معالجة المحلول: 538 درجة مئوية ± 6 درجة مئوية لمدة 4-12 ساعة (حسب سمك القسم)
- الإرواء: الماء عند درجة حرارة 60-80 درجة مئوية (الإرواء الدافئ يقلل من تشويه الإجهاد المتبقي)
- العمر: 154 درجة مئوية ± 6 درجة مئوية لمدة 6-12 ساعة
يعمل هذا التسلسل على إذابة رواسب Mg₂Si في المحلول ثم إعادة ترسيبها كمشتت دقيق يعيق حركة التفكك، مما يزيد من قوة الخضوع من حوالي 83 ميجا باسكال (درجة حرارة F) إلى 186-207 ميجا باسكال (درجة حرارة T6) .
الخطوة 3
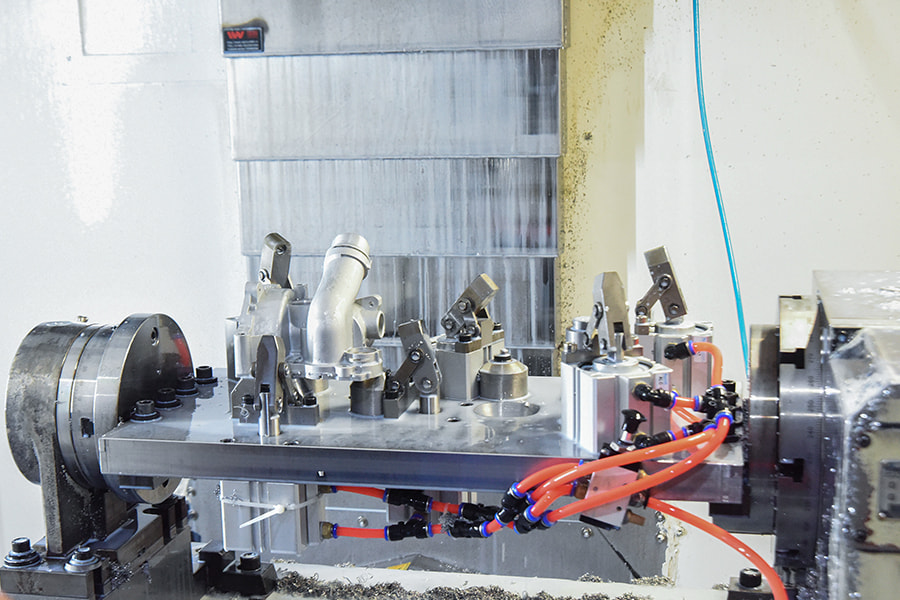
التصنيع باستخدام الحاسب الآلي للأسطح الحرجة
آلات الألمنيوم المصبوب جيدة بشكل استثنائي - عادةً ما يكون عمر الأداة 10-20×أطول عند تصنيع الألومنيوم مقابل الفولاذ في ظروف تحميل الرقائق المكافئة. تستخدم التصنيع باستخدام الحاسب الآلي عالي السرعة للألمنيوم المصبوب أدوات كربيد، وسرعات قطع تتراوح من 300 إلى 600 م/دقيقة (قدم سطحية في الدقيقة: 1000-2000)، ومبرد الفيضانات أو التشحيم بالحد الأدنى من الكمية (MQL). تعمل ميزات مسند الإسناد التي تم تشكيلها في عملية الصب - الوسادات والتجويف وفتحات تحديد الموقع - على إنشاء الإطار المرجعي لجميع عمليات التصنيع اللاحقة. بالنسبة لأجزاء HPDC كبيرة الحجم، فإن خطوط النقل المخصصة مع أوقات دورات أقل من 60 ثانية لكل جزء شائعة في خلايا صب السيارات.
الخطوة 4
خيارات التشطيب السطحي لسبائك الألومنيوم
نطاق خيارات التشطيب لمشاريع صب الألومنيوم واسع:
- أنودة: الأكسدة الكهروكيميائية التي تنتج طبقة ألومينا كثيفة تتراوح من 5 إلى 25 ميكرومتر (النوع الثاني) أو 25-100 ميكرومتر (النوع الثالث المؤكسد الصلب). يوفر مقاومة ممتازة للتآكل والتآكل. الأفضل مع سبائك A356 أو 535.
- طلاء مسحوق: التطبيق الكهروستاتيكي لمسحوق البوليمر المتصلد بالحرارة، المعالج عند درجة حرارة 160-200 درجة مئوية. مقاومة ممتازة للأشعة فوق البنفسجية، نطاق ألوان واسع، فعال من حيث التكلفة للكميات المتوسطة إلى العالية. متوافق مع جميع سبائك الصب.
- طلاء تحويل الكرومات: يوفر الكرومات ثلاثي التكافؤ (Alodine/Iridite) الحماية من التآكل وطبقة أولية لاصقة للطلاء لتطبيقات الطيران والدفاع. متوافقة مع RoHS مع تركيبات ثلاثية التكافؤ.
- السفع بالخردق وإزالة الأزيز الاهتزازي: التشطيب الميكانيكي الذي يزيل النتوءات، ويحسن مظهر السطح، ويمكن استخدامه لإنشاء ضغوط متبقية ضاغطة (نوع الصقل بالخردق) الذي يعمل على تحسين عمر الكلال بنسبة تصل إلى 30%.
- طلاء النيكل اللاكهربائي: يترسب طبقة موحدة من 10-50 ميكرومتر من النيكل والفوسفور تعمل على تحسين الصلابة بشكل كبير (500-700 فولت بعد المعالجة الحرارية) ومقاومة التآكل، وتستخدم في القوالب والبطانات والأسطح المنزلقة.

هيكل تكلفة مشاريع صب الألومنيوم - ما الذي يدفع السعر
يساعد فهم محركات التكلفة مهندسي المشروع على اتخاذ قرارات أفضل لاختيار العملية ويمنح فرق المشتريات إطارًا لتقييم عروض الأسعار من موردي الصب.
استكشاف أخطاء عيوب صب الألومنيوم الشائعة وإصلاحها
حتى مشغلي المسبك ذوي الخبرة يواجهون عيوبًا. يوضح الجدول أدناه عيوب صب الألمنيوم الأكثر شيوعًا لأسبابها الجذرية والإجراءات التصحيحية.
| عيب | المظهر | السبب الأساسي | الإجراء التصحيحي |
|---|---|---|---|
| مسامية الغاز | فراغات مستديرة، جدران ملساء، توزيع عشوائي | الهيدروجين المذاب في الذوبان | تذوب ديغا. تجفيف جميع الأدوات والخردة؛ تقليل الحرارة الزائدة |
| انكماش المسامية | فراغات غير منتظمة، وجدران خشنة، في أقسام ثقيلة | عدم كفاية التغذية / النهوض | زيادة حجم الناهض. إضافة قشعريرة إلى الأقسام الثقيلة. إعادة تصميم لجدار موحد |
| اغلاق بارد | التماس الخطي على السطح، واجهة ضعيفة | واجهتان معدنيتان تبردان قبل اللقاء | زيادة درجة حرارة الصب. تحسين النابضة لدمج التدفقات في وقت سابق |
| تمزيق ساخن | صدع خشن عند تغيير الشرائح أو القسم | الإجهاد الحراري أثناء التصلب المتأخر | زيادة نصف قطر فيليه. إضافة المرونة إلى النوى. تسخين القالب |
| شوائب أكسيد | خطوط داكنة أو أفلام مرئية على القسم المُشكل آليًا | صب مضطرب، جلود أكسيد مطوية | تقليل ارتفاع الصب. استخدام مرشح رغوة السيراميك. تجنب إعادة صهر الخبث |
| خطأ | تعبئة غير كاملة، حواف مدورة غير مكتملة | المعدن بارد جدًا، وقسم رقيق، وتهوية سيئة | زيادة درجة حرارة صب. جدران رقيقة سميكة. إضافة فتحات إلى القالب |
صب الألمنيوم المستدام - إعادة التدوير والطاقة والاقتصاد الدائري
الألومنيوم هو المعدن الهيكلي الأكثر قابلية لإعادة التدوير في الاستخدام الشائع، وهذه الخاصية تغير بشكل أساسي حساب التفاضل والتكامل لمشاريع صب الألومنيوم مقارنة ببدائل الفولاذ أو الزنك. إعادة تدوير الألومنيوم تتطلب فقط 5% من الطاقة اللازمة لإنتاج الألمنيوم الأولي من خام البوكسيت - حوالي 2-3 كيلووات ساعة/كجم للإنتاج الثانوي مقابل 45-55 كيلووات ساعة/كجم للإنتاج الأولي (بيانات من المعهد الدولي للألمنيوم، 2023). إن فرق البصمة الكربونية كبير بنفس القدر: يولد الألومنيوم الثانوي ما يقرب من 0.5-1.0 كجم من ثاني أكسيد الكربون لكل كجم من المعدن مقارنة بـ 8-12 كجم من ثاني أكسيد الكربون لكل كجم في الصهر الأولي الذي يعمل بالفحم.
انتهى 75% من إجمالي الألمنيوم الذي تم إنتاجه على الإطلاق لا يزال قيد الاستخدام حتى اليوم وفقا لجمعية الألومنيوم. يتمتع قطاع السيارات بأعلى معدل لإعادة تدوير الألومنيوم مقارنة بأي استخدام نهائي - حيث توفر المركبات التي انتهى عمرها الافتراضي مصدرًا كثيفًا ومنفصلًا لخردة سبائك الصب النظيفة التي تتدفق مرة أخرى إلى إنتاج سبائك HPDC الثانوية مع الحد الأدنى من تدهور الجودة. تعتبر كفاءة الحلقة المغلقة هذه أحد الأسباب التي تجعل شركات صناعة السيارات تشير إلى صب الألمنيوم كخيار تصميم إيجابي للاستدامة حتى على منصات المركبات كثيفة الاستهلاك للطاقة.
بالنسبة لعمليات المسبك، فإن استعادة الطاقة من غازات عادم الفرن، ومراقبة كيمياء الذوبان في الوقت الفعلي لتقليل دورات إعادة الصهر، وبطانات أفران ألياف السيراميك التي تقلل فقدان الحرارة بنسبة 15-25٪ مقارنة بالتصميمات الحرارية القديمة، كلها تساهم في تقليل البصمة البيئية في منشآت صب الألومنيوم الحديثة. وقد التزمت العديد من المسابك الأوروبية - بما في ذلك Rheinfelden Alloys و Novelis - بعمليات صب الألومنيوم المحايدة للكربون بحلول عام 2030 من خلال مجموعة من مصادر الطاقة المتجددة وبرامج التعويض.
الاتجاهات الناشئة في صب الألومنيوم - ما الذي يغير الصناعة
تشهد صناعة صب الألمنيوم تغييرًا تقنيًا كبيرًا مدفوعًا بالكهرباء والتصنيع الرقمي وتطوير السبائك الجديدة. يعد فهم هذه الاتجاهات أمرًا مهمًا لأي شخص يخطط لبرامج صب الألمنيوم متعددة السنوات.
الصب الضخمة والتكامل الهيكلي
أدى استخدام تسلا لمكابس جيجا بسعة 6000 طن و9000 طن لصب الأجزاء السفلية الخلفية الكاملة للمركبة الكهربائية كصب قالب واحد من الألومنيوم - لتحل محل 70-100 قطعة فردية مختومة وملحومة - إلى إثارة اهتمام كبير عبر صناعة السيارات. وقد أعلنت شركات تويوتا وفولفو وجنرال موتورز والعديد من مصنعي المعدات الأصلية الصينيين عن برامج مماثلة. تستخدم المسبوكات صبًا مخصصًا عالي الفراغ باستخدام سبائك Al-Si-Mg التي تم تطويرها خصيصًا للصب الهيكلي الضخم، مما يحقق استطالة تزيد عن 10% وقوة شد تزيد عن 250 ميجا باسكال كما هو مصبوب، بدون معالجة حرارية. يغير هذا التطور بشكل أساسي اقتصاديات تصنيع هيكل الجسم بكميات تزيد عن 100.000 وحدة سنويًا.
قوالب ونوى رملية مطبوعة ثلاثية الأبعاد
أدت الطباعة النفاثة لقوالب رمل السيليكا (باستخدام أنظمة من ExOne/Desktop Metal، وVoxeljet، وViridis3D) إلى إزالة خطوة صنع الأنماط من صب الرمل، مما أتاح إنتاج قطعة واحدة من مصبوبات الألومنيوم المعقدة ذات الممرات الداخلية التي يستحيل هندسيًا قلبها باستخدام الطرق التقليدية. المهلة الزمنية من ملف CAD إلى الجزء الأول هي الآن 3-5 أيام عمل باستخدام قوالب الرمل المطبوعة، مقابل 4-8 أسابيع للأنماط والأدوات التقليدية. تستخدم شركة Ford وJohn Deere والعديد من شركات الطيران قوالب الرمل المطبوعة لنماذج أولية ومسبوكات الألومنيوم ذات الإنتاج المنخفض، مع تكاليف جزئية تنافسية مع البدائل المجهزة آليًا للأشكال الهندسية المعقدة.
مراقبة العمليات في الوقت الفعلي ومراقبة جودة الذكاء الاصطناعي
تقوم الآن صفائف الاستشعار المضمنة في آلات صب القوالب بالتقاط ملفات تعريف ضغط الطلقة ودرجات حرارة سطح القالب وبيانات سرعة المعدن بدقة ميلي ثانية واحدة. يمكن لنماذج التعلم الآلي المدربة على بيانات العيوب التاريخية التنبؤ بمسامية الانكماش واحتمالية الإغلاق البارد من توقيعات ملف تعريف اللقطة قبل إزالة الجزء من القالب - مما يتيح الرفض التلقائي للطلقات غير المطابقة للمواصفات دون فحص الأشعة السينية. تقرير العديد من موردي صب السيارات من المستوى الأول تخفيضات في معدل الخردة بنسبة 30-50٪ بعد نشر أنظمة المراقبة هذه في الوقت الفعلي، مما يترجم مباشرة إلى تكلفة أقل وتحسين مقاييس الاستدامة.
تطوير السبائك لإدارة الحرارة في المركبات الكهربائية
تتطلب ألواح تبريد بطارية السيارة الكهربائية سبائك الألومنيوم ذات الموصلية الحرارية العالية، وضيق الضغط الممتاز (بدون مسامية)، والقدرة على تشكيل وصلات ملحومة. يحتوي الطراز A380 القياسي على موصلية حرارية تبلغ تقريبًا 96 وات/م·ك - كافية ولكنها ليست الأمثل. يتم تطوير سبائك جديدة في عائلة Al-Si-Mg ذات محتوى الحديد والنحاس الخاضع للرقابة من قبل شركات بما في ذلك Novelis وConstellium وImpol لتحقيق موصلية أعلى من 160 واط/م · كلفن في حالة الصب، مما يتيح أنظمة بطاريات سائلة مبردة أكثر إحكاما وكفاءة. يعد هذا مجالًا نشطًا لأبحاث السبائك حيث تم تقديم العديد من براءات الاختراع في الفترة 2022-2024.
الأسئلة المتداولة حول مشاريع صب الألومنيوم
ما هي أفضل سبائك الألومنيوم لمشروع الصب الأول؟
بالنسبة للمبتدئين الذين يستخدمون فرن الفناء الخلفي وقوالب الرمل الأخضر، تعد المكابس المعاد تدويرها (عادةً 4032 أو 2618 سبيكة) أو سبيكة A356 النظيفة نقطة انطلاق ممتازة. يتمتع كلاهما بسيولة جيدة عند درجات حرارة صب في الفناء الخلفي النموذجية تبلغ 700-730 درجة مئوية، ولا يحتوي أي منهما على إضافات سبائك سامة بشكل ملحوظ. يعتبر A356 أكثر تسامحًا قليلاً مع الرطوبة في الرمال لأن محتواه من السيليكون يحسن السيولة حتى في درجات الحرارة المنخفضة. تجنب الخردة غير المعروفة من الأجهزة الإلكترونية أو الأجزاء المطلية - فالملوثات الناتجة عن اللحام أو قالب الزنك أو الطلاء يمكن أن تنتج أبخرة سامة وتؤدي إلى سوء جودة الصب.
كيف يمكنني منع المسامية في سبائك الألومنيوم الخاصة بي؟
المسامية لها سببان جذريان: الهيدروجين المذاب (مسامية الغاز) وعدم كفاية تغذية الانكماش (مسامية الانكماش). لمعالجة مسامية الغاز، حافظ على جفاف جميع مواد العفن والمعادن، واستخدم تدفق التغطية، وقم بإزالة الغاز من الذوبان قبل الصب. لمعالجة مسامية الانكماش، تأكد من أن الناهض الخاص بك كبير بما يكفي ليظل سائلاً بعد تجميد الصب - يجب أن يتجاوز معامل الناهض معامل قسم الصب الأثقل بنسبة 20٪ على الأقل. تساعد القشعريرة الموضوعة بالقرب من الأقسام الثقيلة أيضًا من خلال تسريع التصلب المحلي لتقليل الطلب على الانكماش.
ما هو الحد الأدنى لسمك الجدار الذي يمكن تحقيقه في صب الألومنيوم؟
يعتمد الحد الأدنى لسماكة الجدار على عملية الصب. يحقق الصب بالقالب عالي الضغط أنحف الجدران - بقدر منخفض 0.8 ملم في تصميمات القالب المُحسّنة مع حقن معدني عالي السرعة. يحقق صب الاستثمار بشكل موثوق 1.0-1.5 ملم. مقابض صب القالب الدائم (قالب الجاذبية) بحد أدنى 2-3 مم. يتطلب صب الرمل عادةً جدرانًا بسماكة 3-5 مم كحد أدنى لتعبئة موثوقة، على الرغم من أن مشغلي المسبك المهرة قد حققوا 2 مم في الأجزاء الأصغر مع سبائك السيليكون عالية السيولة والقوالب ذات البوابات الجيدة.
هل يمكن لحام الألمنيوم المصبوب؟
نعم، يمكن لحام العديد من سبائك الألومنيوم المصبوبة، لكن العملية تتطلب عناية. تعتبر سبائك A356 و535 أكثر سبائك الصب شيوعًا القابلة للحام. يعد اللحام بقوس التنغستن الغازي (GTAW/TIG) بسلك حشو 4043 أو 5356 ممارسة قياسية. تعتبر أجزاء HPDC التي تحتوي على A380 بشكل عام غير قابلة للحام في التطبيقات الهيكلية بسبب محتوى النحاس ومسامية الغاز التي تنبعث أثناء اللحام. في حالة لحام الألومنيوم المصبوب، قم بتسخين المنطقة مسبقًا إلى 150-200 درجة مئوية لتقليل التشقق الناتج عن الصدمة الحرارية، ويوصى بتخفيف إجهاد ما بعد اللحام عند 175 درجة مئوية لمدة 2-4 ساعات للمفاصل الهيكلية في A356.
كم من الوقت يستغرق تصنيع مسبوكات الألمنيوم؟
تختلف المهل الزمنية بشكل كبير حسب العملية وموقع المورد. بالنسبة لسبائك القوالب الرملية المطبوعة ثلاثية الأبعاد (كميات النماذج الأولية)، فإن المهل الزمنية للمادة الأولى تبلغ 3-10 أيام عمل يمكن تحقيقها من الموردين المعتمدين. صب الرمل التقليدي بنمط جديد: 4-8 أسابيع لتصنيع النمط بالإضافة إلى 1-2 أسبوع للصب. HPDC بأدوات جديدة: 10-20 أسبوعًا لتصنيع القوالب، ثم كميات الإنتاج في 2-4 أسابيع. صب الاستثمار: 8-16 أسبوعًا للأدوات، 3-6 أسابيع للإنتاج. يمكن لبرامج الأدوات المعجلة بتكلفة أعلى أن تضغط هذه الجداول الزمنية بنسبة 30-50% مع الموردين المتميزين.
ما هو الفرق بين الصب يموت وصب الرمل الألومنيوم؟
يستخدم صب الرمل قوالب رملية مستهلكة يتم تدميرها لتحرير الجزء - مما يتيح هندسة معقدة وأجزاء كبيرة جدًا، ولكن مع تشطيب سطح أقل، وتفاوتات أوسع، وأوقات دورات أبطأ. تستخدم عملية الصب بالقالب قوالب فولاذية صلبة دائمة (يموت) وتحقن المعدن تحت ضغط عالٍ - مما يحقق تشطيبًا ممتازًا للسطح (1-2 ميكرومتر Ra)، وتفاوتات مشددة (±0.05-0.15 مم)، ومعدلات إنتاج عالية جدًا (30-120 دورة ثانية)، ولكن مع تكاليف أدوات عالية ومتطلبات الحد الأدنى من الكمية التي تجعلها غير اقتصادية أقل من 10000 جزء تقريبًا. يعتبر صب الرمل أفضل للنماذج الأولية والأجزاء الكبيرة والأحجام المنخفضة؛ يتفوق صب القوالب في إنتاج كميات كبيرة من المكونات الصغيرة إلى المتوسطة الدقة.
هل صب الألمنيوم صديق للبيئة؟
يعد صب الألمنيوم باستخدام السبائك الثانوية (المعاد تدويرها) من بين عمليات تشغيل المعادن الأكثر ملائمة للبيئة. يتطلب الألمنيوم الثانوي 5% فقط من الطاقة المستخدمة في إنتاج الألمنيوم الأولي ويولد جزءًا صغيرًا من انبعاثات ثاني أكسيد الكربون. إن قابلية إعادة التدوير العالية للألمنيوم - مع معدلات إعادة التدوير تتجاوز 90% في قطاع السيارات - وتدفق المواد ذات الحلقة المغلقة في العديد من عمليات المسابك تجعله أكثر مراعاة للبيئة بشكل ملحوظ من العمليات التي تستخدم المعادن الأولية. تتمثل الاهتمامات البيئية الرئيسية في انبعاثات الفلوريد الناتجة عن استخدام التدفق (الذي يتم التحكم فيه بواسطة أجهزة غسل الغاز الرطبة في المسابك الحديثة) وإدارة سائل التبريد في عمليات التشغيل الآلي.
هل يمكنني أنودة أجزاء الألومنيوم المصبوبة؟
سبائك HPDC القياسية مثل A380 (التي تحتوي على 3-4% من النحاس) لا تتأكسد للحصول على جودة ثابتة - حيث يتسبب محتوى النحاس في تلطيخ بني أو أسود في الطبقة الأنودية. بالنسبة للأسطح المؤكسدة المصنوعة من الألومنيوم المصبوب، حدد سبيكة منخفضة النحاس مثل A360 (النحاس أقل من 0.6%) أو سبيكة خاصة لصب القوالب التجميلية. تتأكسد السبائك A356 و535 بشكل نظيف وتأخذ الأصباغ الملونة بشكل موحد. إذا كان الصب بالقالب مطلوبًا وتم تحديد الأكسدة، فاعمل مع مورد الصب الخاص بك لتحديد سبيكة مناسبة منخفضة النحاس أثناء مرحلة التصميم بدلاً من اكتشاف عدم التوافق بعد إنشاء الأدوات.










